铝铜焊条特征
-
面议
及时发货
交易保障
卖家承担邮费
注意事项:
1.钎焊前须严格清除钎焊处及钎料表面的油脂、氧化物等污物。
2.钎焊铜时不用钎焊熔剂,但钎焊铜合金时应配合钎剂使用。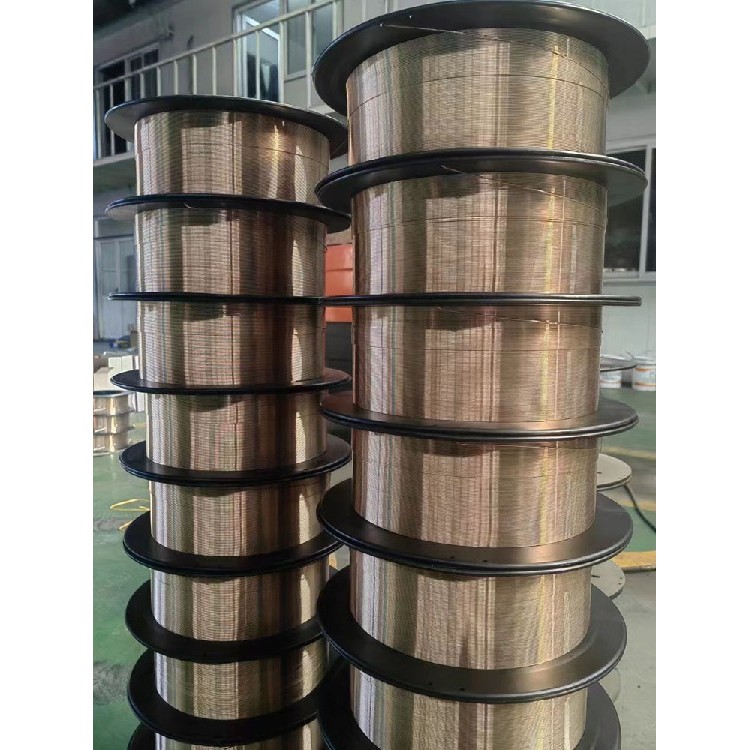
铜磷合金是以铜-磷二元合金为基的钎料, 它具有良好的流动性, 适 用于电阻钎焊、 气体火焰钎焊、 高频钎焊及某些炉中钎焊。 这类钎料钎 焊铜及银时可以不用钎焊熔剂、 钎焊接头具有较好的强度及导电性, 因 此在近几十年中, 特别是在制冷、 电机制造上获得广泛应用。
铜磷钎料适宜于钎焊铜及黄铜, 但是不宜钎焊黑色金属。 这类钎料能 很好地湿润铜及黄铜, 并扩散到边缘层, 接头的脆性比钎料本身小。 但铜 磷钎料对黑色金属的湿润性很差, 并且在结合处形成脆性磷化物, 使接头 脆性。 钎料中的磷可以还原氧化铜和氧化银, 起着钎焊熔剂作用。 因 此铜磷钎料钎焊铜和银时, 可以不需要钎焊熔剂, 但在钎焊铜合金时, 因 为磷不能充分地还原铜的合金元素形成的氧化物, 为了获得钎缝, 还 应与银钎焊熔剂配合使用。 钎焊接头的间隙为0.03-0.075mm。