北京20#化工弯头下料尺寸,API5L
-
面议
及时发货
交易保障
卖家承担邮费
弯头焊接时,反复加热会析出碳化物,降低耐蚀性和机械性能。焊后淬透性大,容易产生裂纹。如果使用同种焊条进行焊接,焊后进行300℃以上预热和700℃左右缓冷。如果焊件不能进行焊后热处理,应选用铬镍不锈钢焊条。
大直径弯头下料需要确定弯头的外径、弯曲角度、壁厚等参数,采用手动或计算机辅助下料方式计算得出展开长度,根据展开长度在板材上标出弯头的几何形状,并进行切割、冲孔、折弯等工艺,终得到所需形状的弯头。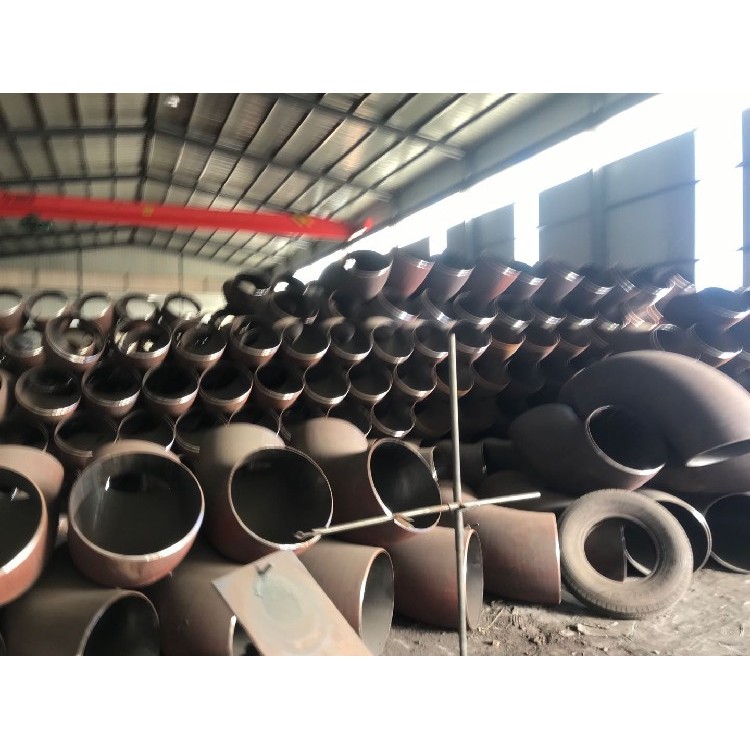
在下料过程中需注意板材浪费率、精度、效率等问题,以确保弯头质量和生产成本。同时,需要考虑材料的强度、耐腐蚀性等特点,选择合适的材料,并进行必要的预处理和表面处理,以确保制造出的弯头能够满足使用要求。
弯头保温下料施工较为简单 ,可按以下流程操作。用厚实的纸画展开,裁剪样板,然后根据展开图下料,再放到弯头保温上下料即可。弯头保温施工时,不可被雨水浸泡,若不小心浸水,连接前需做干燥处理。而且管材需要存放在平整地方,摆放整齐,但叠放高度不能1.5米
需要根据展开图来进行下料,可以使用厚一点的纸画展开图,然后剪下来做样板,再放到弯头保温上面进行下料,可以分为任意段,而且段分的越多,弯头会越平滑。施工的方法还是比较简单的,可以按照以上的流程进行操作,如果自己不会操作,还可以找的施工师傅帮忙,同时在施工的过程当中,需要注意的事项也是比较多的。
在实际操作过程中,可能会遇到一些特殊情况或者问题,这时需要根据实际情况对模板或者下料方法进行调整和优化。例如,对于不同规格的弯头,可以制作不同尺寸的模板;对于不同厚度的保温材料,可以调整切割工具的参数等。通过不断的优化和改进,可以进一步提高下料的准确度和效率,降低生产成本和浪费。
注意事项
安全操作:在使用切割工具时,一定要注意安全操作,避免割伤手指或者损坏设备。建议佩戴防护手套和眼镜等防护用品。
材料选择:保温材料的种类和厚度对下料效果有很大影响。在选择材料时,要根据实际需要和工程要求进行选择,确保下料后的保温效果符合要求。
模板维护:模板是下料的关键工具,需要妥善保管和维护。在使用过程中,要避免模板受到撞击或者变形,以免影响下料效果。使用后要及时清洁和整理模板,以便下次使用。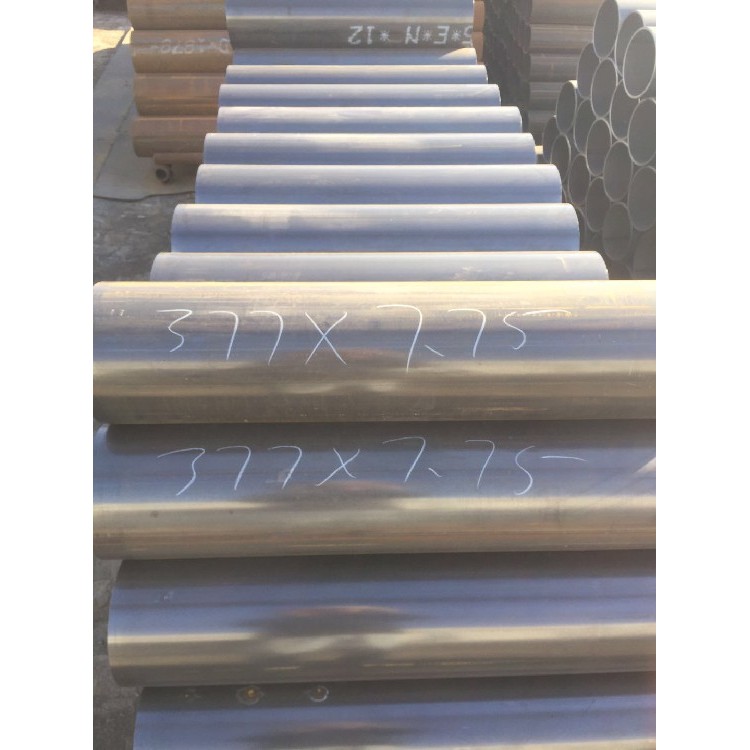
保温弯头下料简单的方法:
可以先根据管道的实际大小描绘出保温弯头侧面的投影接缝线,然后就可以将图形裁剪下来,并且分割成一个立的图形了。
沿着保温弯头裁剪成自己想要的模样,通过这种方式即可进行下料。
防腐保温弯管是采用成套弯曲模具进行弯曲的保温弯管,分为冷煨与热推两种工艺,以制作方法划分可分为推制、压制、锻制、铸造等,按它的曲率半径来分:可分为长半径弯头和短半径弯头,长半径弯头指它的曲率半径等于1.5倍的管子的外径即R=1.5D。