川泰板式平焊法兰,甘肃定制焊接法兰厂家
-
¥10.00
及时发货
交易保障
卖家承担邮费
焊接法兰是管子与管子相互连接的零件,连接于管端。焊接法兰上有孔眼,螺栓使两法兰紧连。间用衬垫密封。焊接法兰是一种盘状零件,在管道工程中为常见。
焊接法兰(flange)连接就是把两个管道、管件或器材,先各自固定在一个焊接上。两个焊接之间,加上法兰垫,用螺栓紧固在一起,完成了连接。焊接是高压管道施工的重要连接方式。焊接法兰连接使用方便,能够承受较大的压力。 焊接法兰被广泛应用于石油、化工、天然气、电站、冶金管道等领域。
焊接法兰标准体系
国际上管法兰标准主要有两个体系,即以德国DIN(包括原苏联)为代表的欧洲管法兰体系和以美国ANSI管法兰为代表的美洲管法兰体系。除此之外,还有日本JIS管法兰,但在石油化工装置中一般仅用于公用工程,而且在国际上影响较小。现将各国管法兰简介于下:
以德国及原苏联为代表的欧洲体系管法兰
(2)美洲体系管法兰标准,以ANSI B16.5和ANSI B 16.47为代表
(3)英国和法国管法兰标准,两国各有两套管法兰标准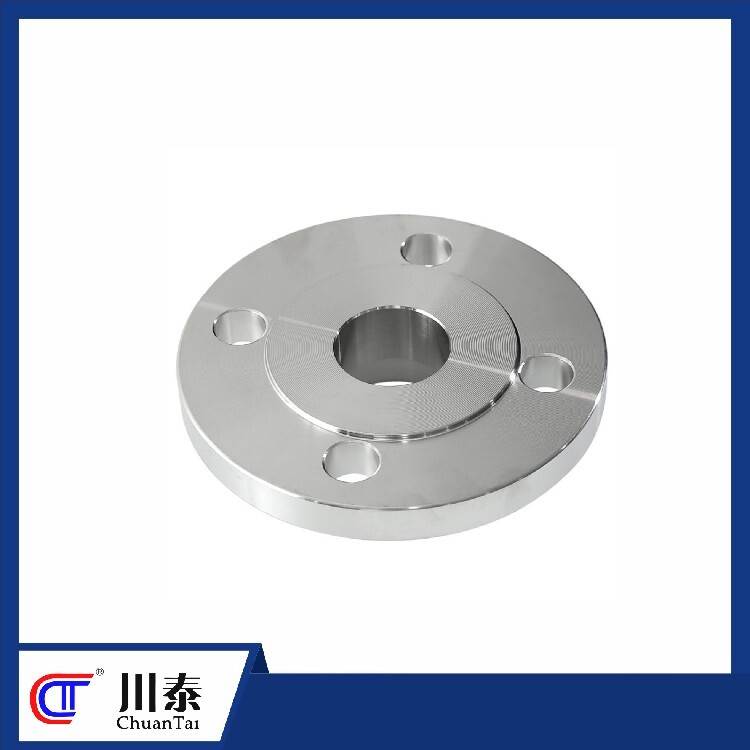
综上所述,国际上通的管法兰标准可概括为两个不同的,且不能互换的管法兰体系:一个以德国为代表的欧洲管法兰体系;另一个是以美国为代表的美洲管法兰体系。
-1是国际标准化组织于1992年颁布的一项标准,该标准实际上是把美国和德国两套系列的管法兰合并而成的管法兰标准。
按化工行业标准分:整体法兰(IF)、螺纹法兰(Th)、板式平焊法兰(PL)、带径对焊法兰、带颈平焊法兰(SO)、承插焊法兰(SW)、对焊环松套法兰(/SE)、平焊环松套法兰衬里法兰盖(BL(S))、法兰盖(BL)。
2、按石化行业标准分:螺纹法兰(PT)、对焊法兰、平焊法兰(SO)、承插焊法兰(SW)、松套法兰、法兰盖(不表注)。
3、按机械行业标准分:整体法兰、对焊法兰、板式平焊法兰、对焊环板式松套法兰、平焊环板式松套法兰、翻边环板式松套法兰、法兰盖。 4、按国家标准分:整体法兰、螺纹法兰、对焊法兰、带颈平焊法兰、带颈承插焊法兰、对焊环带颈松套法兰、板式平焊法兰、对焊环板式松套法兰、平焊环板式松套法兰、翻边环板式松套法兰、法兰盖.
对焊法兰一般是指带颈的并有圆管过渡的并与管子对焊连接的法兰。对焊法兰具有不易变形,密封好的特性,所以目前被广泛应用在管道的焊接。而且由于对焊法兰适用于压力或温度大幅度波动的管线或高温、高压及低温的管道同时也用于输送价格昂贵、易燃、易爆介质的管路上。
因为对焊法兰一般用于输送价格昂贵或者易燃易爆的管路上,所以对于质量上要求比较高。而影响法兰质量不仅有法兰的材质还有法兰的制造工艺,那么下面我们就来看一下对焊法兰的制造工艺。
1.对焊法兰的级别及技术符合JB4726-4728的相应要求,以免产生质量问题。
2. 对焊法兰一般采用锻件或锻轧工艺制成,如果采用钢板或型钢制造时,符合下列要求才算合格。
1)对焊法兰需要经超声波探伤,这一步就是避免法兰有分层缺陷
2)圆环的对接焊缝应进行焊后热处理,并用射线或超声波探伤,以免法兰有暗伤,这里的探伤标准需要符合国家标准。
法兰焊合方式都有哪些?
管道中法兰焊合有平焊,对焊以及乘插焊法兰等形式,不同的焊合方式,其成品焊合法兰的质量、性能特点和应用范围也不一样。具体一点,就是:
承插焊是将管道插入法兰内进行焊合的;对焊是采用对焊法兰,管道与对焊表面对焊。承插焊口不能进行X射线探伤,对焊可以进行,因此建议采用对焊法兰进行焊合接头检测要求。
一般来说,对焊的要求比承插焊要求高,焊合后质量好,但检测方法相对严格。要做辐射探伤、磁粉套接焊或熔透试验(如磁粉用碳素钢、不锈钢熔透),如果管道中的流体焊合要求不高,则建议采用承插焊来方便地进行检测。
一、对焊法兰的生产工艺流程
1、离心浇铸
将原材料放入熔炉中进行熔化,并使温度达到1600摄氏度以上,为防止将钢水注入模具后立马凝固,因此要同时将模具进行加热,并保持到800摄氏度以上的温度;启动离心机,并将钢水注入到预热后的模具当中,待模具自然冷却到800摄氏度左右时,停留10分钟左右,后用冷水浇注,使材料温度接近室温后,取出铸件,这样浇铸法兰就制好了。
2、自由锻
要对原材料的横截面进行纵向的锻打,来增大横截面;接着再对原材料进行拔长操作,来根据实际需要增加材料的长度;然后在垂直于横截面的地方进行冲孔,制造出中通或者实心的法兰;再根据实际应用的需要,对材料进行一定角度的弯曲操作,以便根据需要来连接不同方向的两个管件;后根据实际需要长度对材料进行切割。
法兰是很容易焊漂亮的。
2、法兰找正固定好后,将法兰置于平焊角缝的焊接位置,就可以连速焊四分之一后,再到对边焊四分之一,这样对边的焊完头道,第二道就顺一个地方起头直到焊完。
3、漂亮平焊角缝的焊接要素;
3.1、选择合适的焊接电流,电流相对要大一点。
3.2、确定合适的焊条角度,运条幅度要小,要平稳,电弧要短,压住电弧,看住熔池。
3.3、注意引弧不要污染管道及法兰表面,收弧要填平收弧点。
3.4、要一口气焊完一颗焊条。
4、注意用绝缘体垫好法兰,避免因不当接触打坏法兰接触面。