E71T-GS-无气自保护药芯焊丝厂家-小包装药芯焊丝
-
¥10.00
及时发货
交易保障
卖家承担邮费
自保护堆焊耐磨药芯焊丝
自保护堆焊耐磨药芯焊丝为抗低应力磨料磨损用耐磨堆焊药芯焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
焊丝配方特,熔敷率高,无飞溅。成型好,焊缝质量。采用的明弧焊接技术,焊前无需预热,焊后无需热处理,工艺简单。修复成本能降低。被广泛应用于电力、水泥、钢铁、矿山、石油、化工、铁路、阀门、制糖、船舶等行业。
针对冷轧辊堆焊修复技术,采用固本自制耐磨药芯焊丝进行Cr5钢试板焊接试验耐磨药芯焊丝在Cr5钢板上堆焊,其堆焊工艺过程稳定,焊后堆焊层无裂纹、飞溅、咬边等缺陷,焊道表
针对冷轧辊堆焊修复技术,采用固本自制进行Cr5钢试板焊接试验,通过组织分析和性能测试,得到如下结论:
(1)耐磨药芯焊丝在Cr5钢板上堆焊,其堆焊工艺过程稳定,焊后堆焊层无裂纹、飞溅、咬边等缺陷,焊道表面平整美观;(2)堆焊层金属组织以奥氏体组织为基体,硬质相颗粒弥散分布在基体中,组织均匀细小,堆焊层平均硬度为HRC59,略Cr5钢的;(3)利用Cr5钢球检测堆焊试样耐磨性能,堆焊金属失质量小于Cr5钢球的,堆焊试样的耐磨性能优于Cr5钢的,证明使用耐磨药芯焊丝修复冷轧辊具有一定可行性。
如在空气中用裸焊丝焊接,将产生以下问题:
①合乡元素严重烧损。焊丝中的C、Mn、Si等元素将烧损30一?o%,只有一部分能过渡到焊缝巾去。
②气体杂质大量侵入熔池。使焊缝中的含氧量可达0。150.3g6,含氮0.100.20%,均L匕镇静钢的氧、氮含量向十倍以-上,造成焊缝金属变脆。
③焊缝中产生大量气孔等焊接缺馅。
④电弧不稳,导致冶金过程不稳,焊缝金属成形极差。
耐磨药芯焊丝应具有以下作用:
①对电弧焊电弧稳定燃烧和熔滴过渡顺利进行。对电渣焊电渣过程稳定。
②焊接中保护液态熔池,-防止空气侵入。
③进行冶金反应和过渡合金元素,按预期要求控制相调整焊缝金属的成分与性能。
④防止气孔和裂纹等焊接缺陷的产生!
⑤改善施焊工艺性能和劳动卫生条件。
⑥在焊接质量的前题下尽可能提高焊接效率。
耐磨药芯焊丝其具有良好的抗磨料磨损性,耐冲击磨损性,耐粘着磨损性。耐高温磨损性,耐腐蚀磨损以及抗两种类型以上复合磨损的优良性能。
耐磨药芯焊丝是由多种合金元素组合的高合金耐磨材料,所以它的自熔性良好,在堆焊的工件时无需除锈,又因为它可堆焊在低,中碳钢,低合金钢及铸钢件上,可以用于承受低,中等程度冲击的强磨粒磨损的易损件的制造与修复工作。纵观以上的各种优点,我们可以看出,确实是不错的,不管是应用在工业方面还是我们平时的一些小工程都是很好的一种工具材料。在维修的同时,也给力不少工厂对于耐磨药芯焊丝的保养工作,好的保养能让焊丝的寿命加强。所以就可以看出,耐磨焊条的使用寿命还是挺强的的。
另外,在使用耐磨药芯焊丝时也会出现一些问题:就是容易发热,需要注意降温等处理。耐磨药芯焊丝的特点就是耐磨,因为耐磨,所以,当然就会大大提高工作效率,不用每隔多少天就需要更换,所以很好用。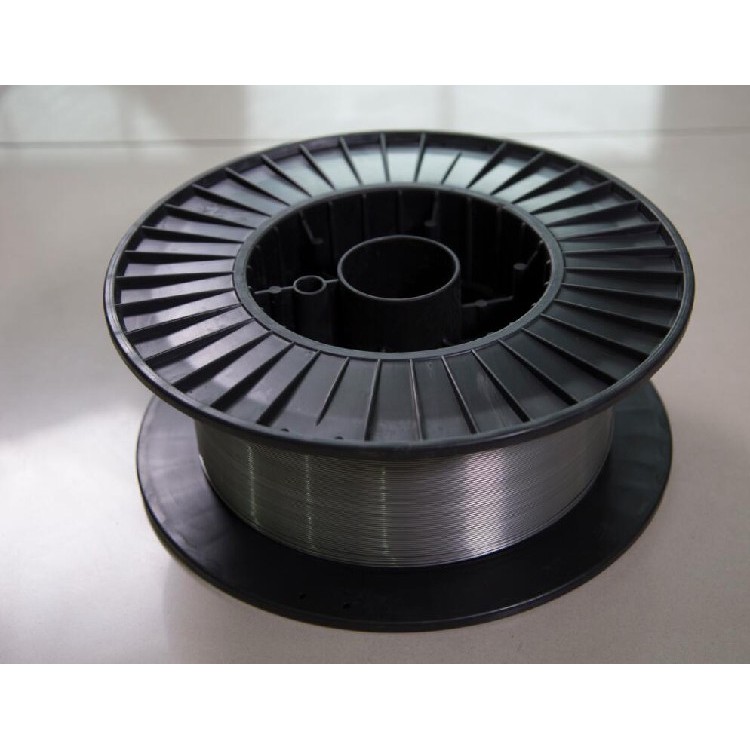
耐磨药芯焊丝用于碳钢和相应强度较低的合金钢之间的焊接。选择既要考虑焊剂成分的影响,又要考虑母材成分的影响。为了达到所要求的焊缝金属成分,可采用一种焊剂(熔炼焊剂)与几种焊丝配合,也可采用一种焊丝与几种焊剂(烧结焊剂)配合的方式。
耐磨药芯焊丝在焊接中与哪些焊剂配合使用是有一定规则的。搭配合理的焊丝和焊剂,焊接的焊口就不易受到腐蚀,焊接质量也好;反之,焊丝与焊剂搭配不合理,焊口就容易受到腐蚀,焊接质量不好导致使用年限也降低。
搭配规则如下:
15MnTi、15MnVCu、15MnVR、16MnNb、15MnV、392HJ430、HJ431一般用在中厚板开坡口的焊接中。
14MnNb、16MnR、16Mn、12MnV、16MnCu、18MnNb、343HJ431、HJ430、SJ301用在中板开坡口的焊接中。
HJ350用在厚板深坡口的焊接中。
15MnVTiRE、15MnVN、14MnVTiRE、15MnVNR、15MnVNCu、20MnMoNb、414HJ431、X60用在低合金管线钢的焊接中。
大电流MAG焊是在大直径耐磨药芯焊丝和大电流情况下进行的一种焊接方法。直径通常为4mm、4.8mm和6.4mm,其相应的临界电流为800A、900A和1000A。保护气体也使用Ar+CO2混合气体。考虑到CO2在3%-10%时能形成指状熔深,超过30%又不能射流,所以大电流MAG焊用混合气体为Ar+(10%-25%)CO2。
主要特点为:
1)电弧稳定。
2)由于焊接过程稳定,则焊缝成形良好,表面成形美观。但是当焊接参数不合适时,在小电流时易产生飞溅,在大电流时根据焊速的大小会产生咬边、焊缝起皱或焊瘤缺陷。
3)耐磨药芯焊丝熔化速度较高,通常在250g/min(1.6mm焊丝在500A电流CO2保护焊接时熔化速度为140g/min)。
4)焊缝熔深较大,达到10-20mm。
5)使用4mm以上的粗耐磨药芯焊丝。电弧自调节能力差,所以应采用均匀调节的控制方式。