插齿刀座,数控小型插齿机
-
面议
及时发货
交易保障
卖家承担邮费
插齿动力刀座可以加工12mm宽的键槽,也可以加工内齿轮和外齿轮等特殊的轮廓。我们根据用户的需要设计了插槽刀座,这可以优化加工参数,减少开槽时间。我们的插槽刀座可以使用刀片式的刀具,可以在市场上很容易找到,我们的技术部也可以为您提供配套的刀具,并且提供合适的加工参数。
REV插齿机 初次使用
将插削机安装在车床上。稍微松开固定螺栓 8,然后使用比较仪对插削机进行对齐。后者放置在对齐区域 7 上。插削机完全对齐后,请再次拧紧固定螺栓 8,并以每分钟 150 次的速度让插削机运行约 10 分钟。用普通的导轨用油润滑移动的滑架。这将有助于软化密封条以及在使用前对插削机进行试运转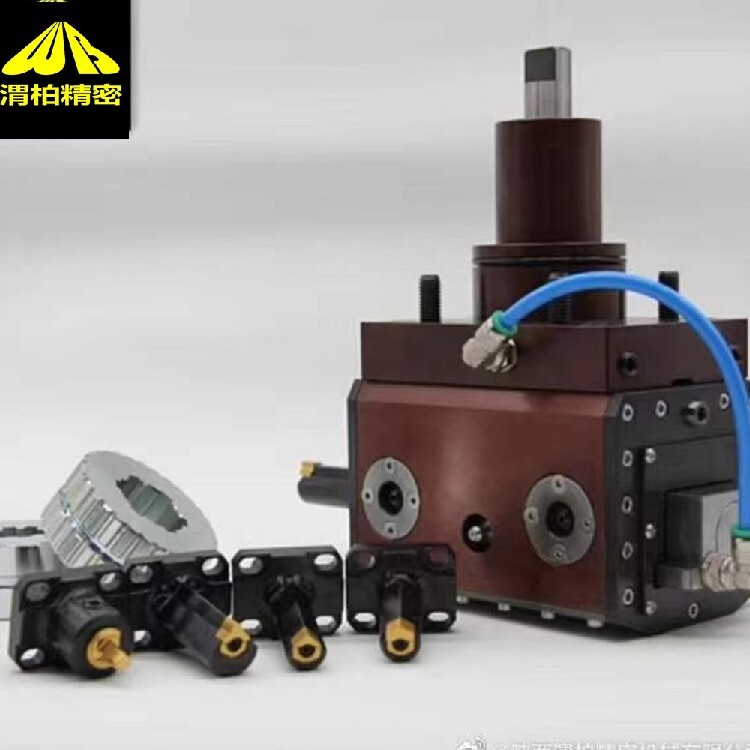
REV插削动力刀座维护方法:维护:
长时间使用(约 1000 小时)后,有必要对插削机进行维护,更换易磨损的零件,例如轴承、密封条等。
该机动化插削机能够执行内部或外部加工。
根据如下指示反转机动化旋转方向就可以了:
指令 M04 = 内部加工
指令 M03 = 外部加工。
根据是内部加工还是外部加工,通过将镶件定向在切削方向上来固定仪器。
S在返回阶段分离
在返回阶段,刀具将从已加工表面分离 0.25 毫米。这项移动操作对于保持镶件的完整性是的。
REV键槽插削动力头是一种新型的系统,用在带动力传动刀座的数控车床上(车削中心). 这些年来在开槽加工方面获得的经验使REV能够理解操作人员在开槽加工过程中遇到一系列问题,并制定正确的解决方案来应用于设备。这种刀座通过刚性设计,来获得表面加工质量。
键槽插削动力头 的主要特点是:
整体可操作性
同一开槽头可用于内部和外部加工。
有必要使电动轴旋转并使其头部旋转180°。
模拟校正
放置在仪器前部的设备的目的是纠正模拟错误。由于导轨的作用,该设备可导致刀片支架沿机床Y轴移动,
即使在没有Y轴的车床上,也很容易使用电动开槽头。校正装置的容量从0.5 mm Y +到0.5 mm Y-。
这种插削动力刀座,配套我们特殊的刀杆和刀片,来加工键槽和多边形。
所有刀座的程序我们都会免费提供。
REV插削动力刀座的主要特点:
A.多用型,同一插槽头可用于内部和外部加工。必要时还可以调整传动轴的旋转方向,并将机头旋转180度。
B.对称度校正,通过刀体前滑块设计可以进行Y轴的微调,微调幅度0.5 mm Y+到0.5 mm Y-.
C.纵向线性校正。ST型机头配有纵向校正系统,机加工的良好线性度。为了消除Z轴上可能出现的误差,只需要顺时针或逆时针旋转微调螺栓即可