3pe加强级防腐螺旋钢管生产厂家3pe直缝防腐钢管
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费

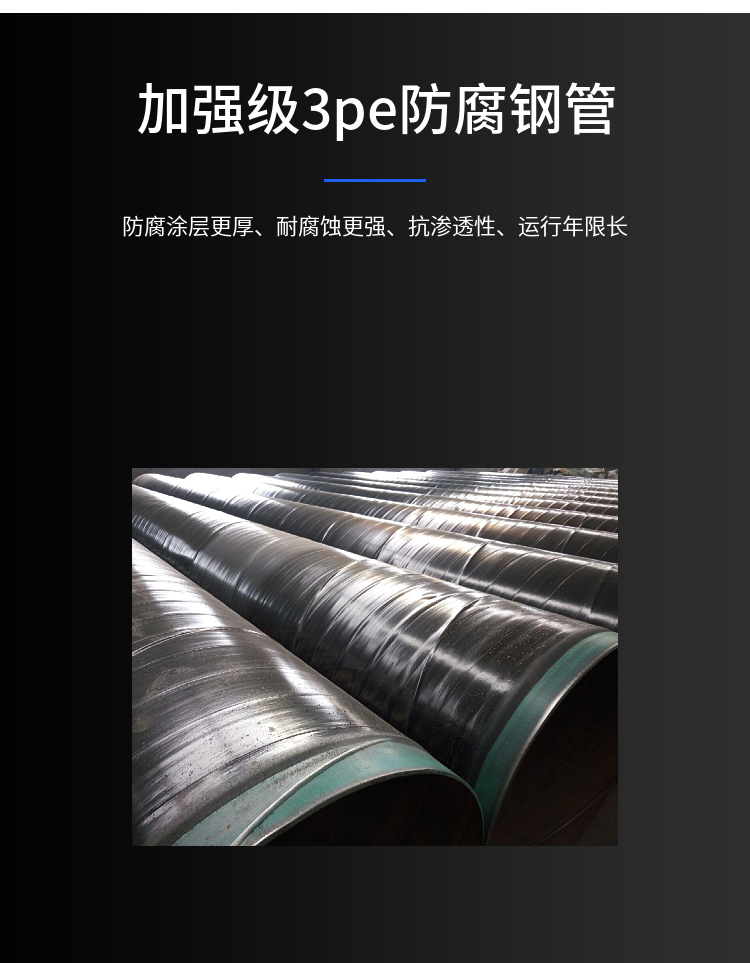












3pe防腐钢管具有抗腐蚀、硬度高、疲劳强度高、性好的材料,并加以适当的热处理,表面强化等步骤,有效的了管道的使用年限Q345D无缝管主要用作输送流体的管道或结构零件,主要用于机械行业,而Q345D有缝钢管主要用于建筑行业,比如输水、煤气、压缩空气等低压流体,但涉及压力管道都用无缝钢管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,外控或内控辊式成型,焊缝间隙控制装置来焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制距管端203mm以内的焊缝采用射线检验;距管端203mm以外的焊缝采用超声波检验;对头焊缝、补焊及环向焊缝采用超声波检验补焊焊缝、对头焊缝及环向焊缝采用X射线或超声波检验
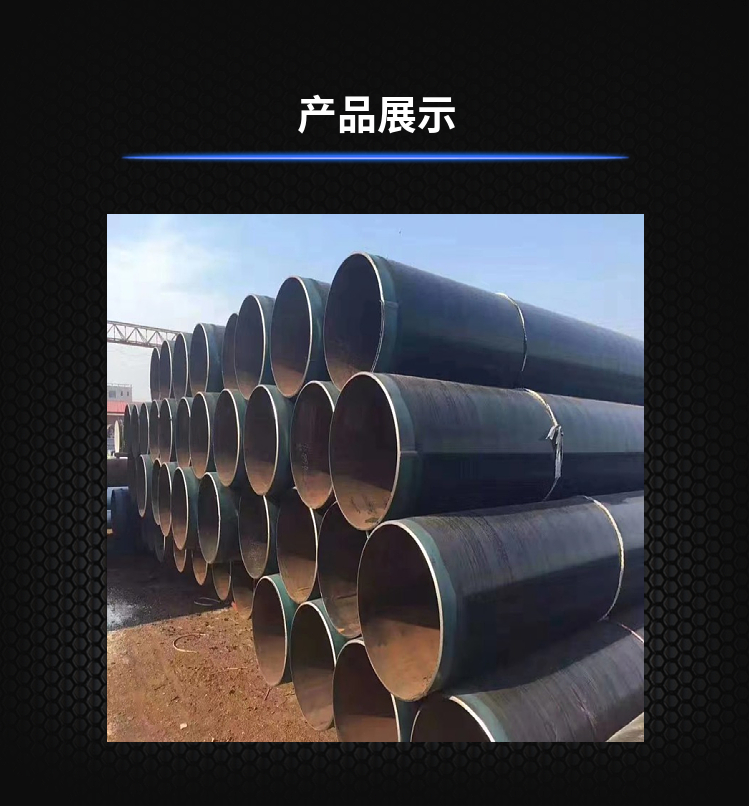
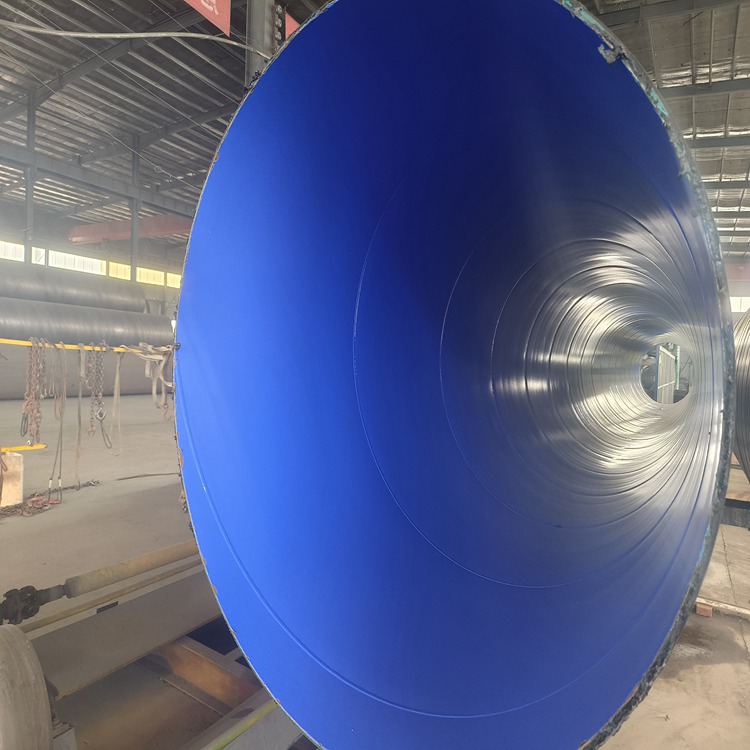
焊缝螺旋形均匀分布在整个螺旋管圆周上,所以螺旋管的尺寸精度高,强度也较强,易于变更尺寸,适合于小批量、多品种螺旋管的生产3pe防腐钢管防腐层三层结构,底层熔结环氧粉末,粉末涂层形成连续的涂膜与钢管表面直接粘结,具有耐化学腐蚀性、抗阴极剥离性能;与胶粘剂反应形成化学粘结,即使在较高温度下仍具有良好的粘结性螺旋钢管生产工艺原材料即带钢卷,焊丝,焊剂,在投入前都要经过严格的理化检验,管端机械加工,使端面垂直度,坡口角和钝边准确控制
钢管知识:直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
直缝埋弧焊钢管采用JCOE钢管成型,一条焊缝,埋弧焊接工艺,规格范围从325mm--1420mm,当直缝埋弧焊管直径大于914.4时规定允许钢管有两条直焊缝断后伸长率(σ) 在拉伸试验中,试样拉断后其标距所的长度与原标距长度的百分比,称为伸长率,以σ表示,单位为%,计算公式为:式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm对于低碳钢,焊接温度控制在1250~1460℃,可管壁厚3~5mm焊透要求,另外焊接温度亦可通过调节焊接速度来实现检验工艺原材料检验—校平检验—对接焊检验—成型检验—内焊检验—外焊检验—切管检验—超声波检验—坡口检验—外形尺寸检验—X射线检验—水压试验—为产品,制定了完善的计划,现场工作程序及检验、试验计划