SPR工作原理非常简单:压边圈向下运动对铆接板材进行预压紧,以防止材料在铆钉的作用力下向凹模内流动,而后冲头向下运动推动铆钉向下刺穿上层材料。在凹模与冲头的共同作用下铆钉尾部在下层金属中张开形成喇叭口形状以便锁止,达到连接镶嵌连接目的。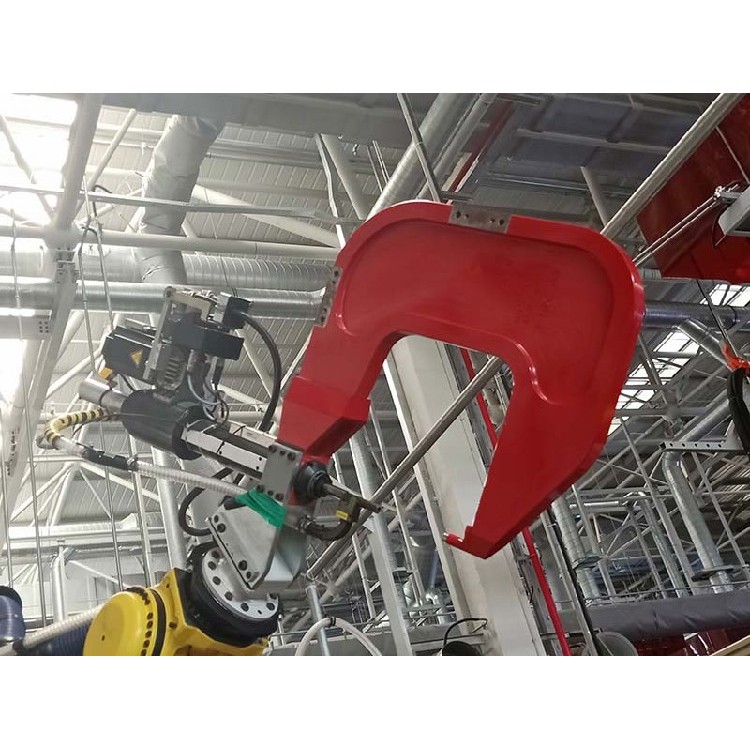
由于多材料车身是未来的发展趋势,因此铆接技术将成为为未来汽车车身的重要连接技术。目前在全铝和钢铝混合车身中主要应用的的铆接技术有:自穿刺铆接(SPR)、流钻螺钉(FDS)、无铆钉铆接((Clinch)和实心铆接等
SPR铆接工艺和传统点焊工艺相似,需要一定的铆接空间以及足够的法兰宽度。一般而言,SPR连接设计时,由于铆接设备C形钳结构决定不宜铆接封闭腔体,因此设计时要避免封闭腔体结构。由于C形钳在铆接点处不受干涉,故需避免垂直的法兰边,确保铆接钳能接触到铆接点
同种铝合金零件之间的SPR连接,零件表面无需作特殊防腐处理,仅需要对钢制铆钉进行表面处理。
处于干区的铝合金零件之间的SPR连接,铆钉表面要镀锌处理,要满足96h中性盐雾试验;
处于湿区的铝合金零件之间的SPR连接,铆钉表面要锌镍合金涂覆处理,要满足480h/720h中性盐雾试验要求。
钢-铝异种材料零件SPR连接,钢材与铝材之间匹配会存在电化学腐蚀。根据在某新能源汽车上的研究,处于干区的SPR连接,钢制零件表面要镀锌处理。
目前,SPR已广泛应用于奥迪、宝马、奔驰、蔚来等公司的铝合金车身,对于全铝车身及钢铝混合车身是的一种连接工艺,根据车身材料分布应用在具有铝材且无封闭空腔的部位,具备与传统车点焊同样的意义,其对车身轻量化更是的一环。