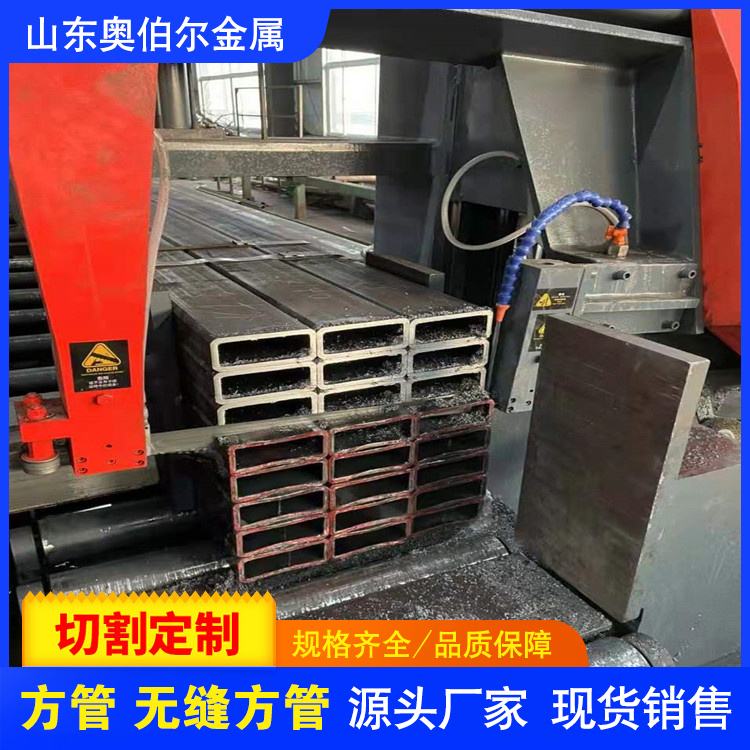
遂宁q345B无缝方管250x150x5方管加工定做厚壁6米长
-
≥100吨¥3650.00
-
50-100吨¥3650.00
-
1-50吨¥3700.00
及时发货
交易保障
卖家承担邮费
遂宁q345B无缝方管 250x150x5方管 加工定做 厚壁6米长热镀锌方管是在使用钢板或者是钢带卷曲成型后焊接制成的方管,并在这种方管的基础上将方管置于热镀锌池中经过一系列化学反响后又形成的一种方管。热镀锌方管的生产工艺较为简单,且生产效率是很高的,品种规格也多,这种方管所需要的设备和资金很少,适合小型镀锌方管厂家的生产。但是从强度上来说这种钢管的强度是远远低于无缝方管的。304方管,是方形管材的一种称呼,也就是边长相等的的钢管。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。品名304方管304方管的相关信息304方管,顾名思义,它是种方形体的管型,很多种材质的物质都可以形成方管体,它介质于,干什么用,用在什么地方,大多数方管以钢管为多数,多为结构方管,装饰方管,建筑方管等.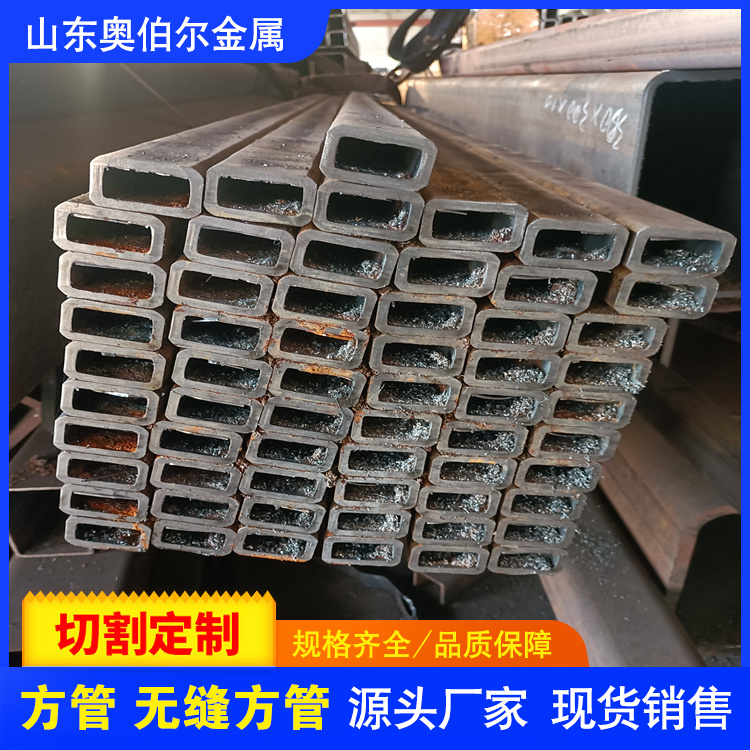
山东奥伯尔金属制品有限公司生产Q355B矩形管,Q235B矩形管,热镀锌方管,热镀锌方矩管,热镀锌矩形管,热镀锌方管厂,镀锌矩形管,Q355B方管,Q355C方管,Q355D方管,Q355E方管,Q355D方管,Q355E方管,Q355C方矩管,Q355E方矩管,销售方管、大口径方管、镀锌方管、热镀锌方管、镀锌带方管、镀锌矩形管、天津镀锌方矩管、方矩家、矩管、无缝方矩管、16Mn方管、Q345D方矩管、,Q345方管、q235b方管、q345b矩管、大邱庄方管、16mn无缝方管、方矩管、厚壁方管、大口径方管、焊管、天津直缝焊管等产品。规格为:方管:20×20×1.3~500×500×16mm;矩形管:20×30×1.3~400×600×16mm设备均由化的微机操作。雄厚的资金实力、的生产设备、的管理人才为公司年产量近150万吨的方管、方矩管提供了强有力的保障。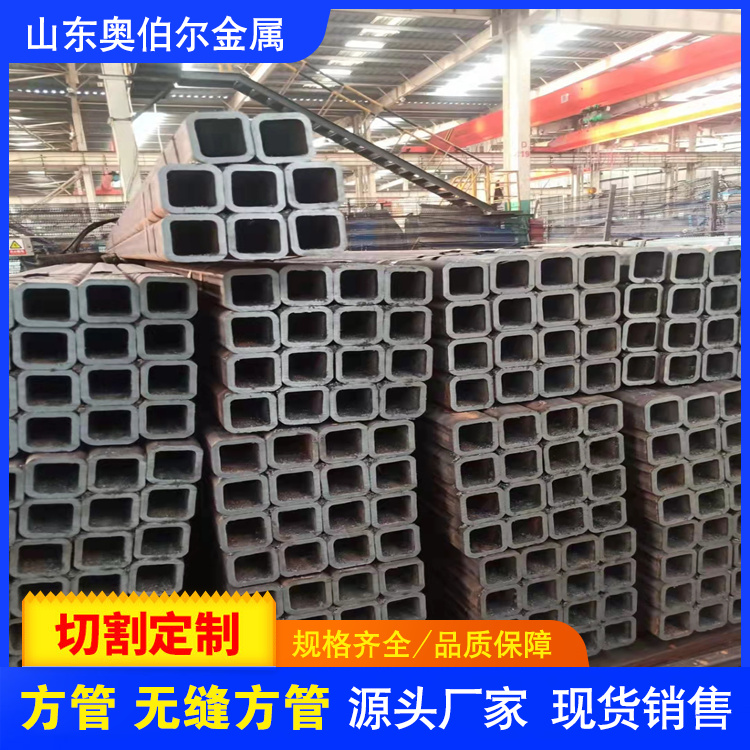
遂宁q345B无缝方管 250x150x5方管 加工定做 厚壁6米长主要性能编辑塑性塑性是指金属材料在载荷作用下,产生塑性变形(变形)而不的能力。硬度硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是硬度法,它是用一定几何形状的压头在一定载荷下被测试的金属材料表面,根据被程度来测定其硬度值。常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。随着国内经济建设,特别是在建筑行业的发展,方管和矩形管的广泛使用也增加,其增加的使用,它的性能也提出了严格的要求。现在的主要生产厂家,通常有两种方式,一般管工艺成型的标准是弯曲的,方管,又是什么呢?矩管的成型通常称为弯曲,这种弯曲的方法,然而,在方方管行业将归类为真正的弯曲,另一种是空的弯曲。其实,不用说,大家都知道,其实弯曲的过程中,方管矩压缩产生弯曲变形的现象,而内部和外部的方形和矩形管,双向真正的压力状态辊的内壁但是,根据人士,真正的弯曲的主要优点是相对较小的反弹,并在成形
遂宁q345B无缝方管 250x150x5方管 加工定做 厚壁6米长为解决这个问题,开发出了高粘度低熔点保护渣,由保护渣消耗下降造成的非金属夹杂物缺陷大幅下降。泡在弯月面附近破裂造成卷渣,虽然减少流量有望能减轻卷渣,可一旦流量下降,就更有可能形成氧化铝结瘤或水口堵塞。另一方面,用无碳水口能很大程度的降低卷渣造成的产品缺陷,这种水口抗氧化铝结瘤性能良好。3电磁场应用电磁力控制钢水在结晶器内的流动开始于1985年。开发出的各种技术普遍为板坯连铸机采用,其中包括电磁制动和电磁搅拌。
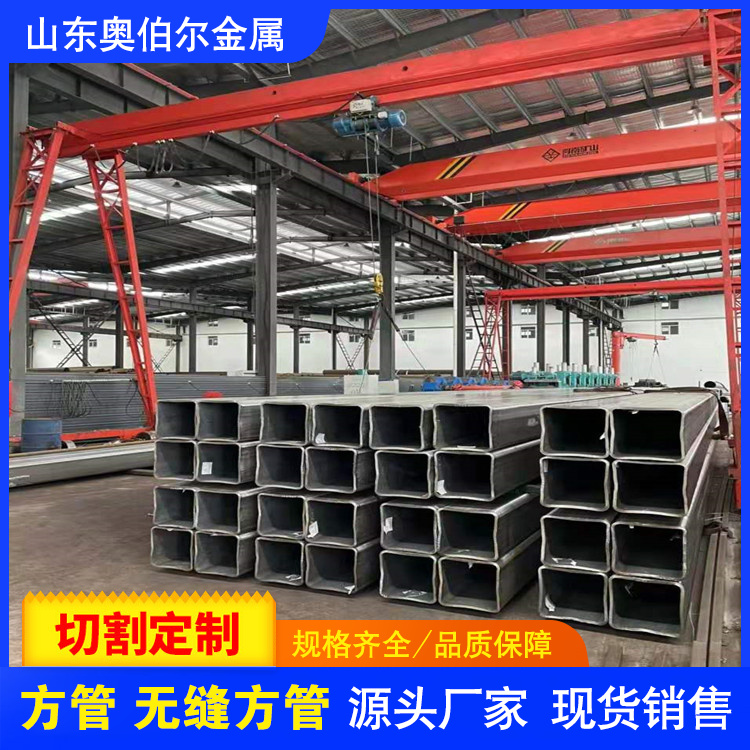
方管、方矩管,高强度方管_T700方管_Q235B方管_700L方管_Q700方管_B510L方管_Q690D方管_尖角方管,被广泛的应用在建筑钢结构,汽车制造,机械制造,桥梁构造,集装箱龙骨,船舶制造等诸多领域中。产品质量优良,供应各种规格的方管、矩形管、镀锌方管、镀锌矩管,无缝方管,大口径厚壁方管,Q235方管,Q345B方管,特殊用途可按所提供图纸尺寸质量要求订制,交货及时,质量。
遂宁q345B无缝方管 250x150x5方管 加工定做 厚壁6米长根据试焊结果及分析后确定西气东输二线联络线STT根焊+CRC全自动焊填充、盖面工艺参数。依据表3焊接参数焊接,焊缝经检测无气孔、裂纹、未熔合等缺陷,焊缝表面成型情况,宏观金相良好。焊缝机械性能经过石油天然气管道科学研究院焊接技术中心检测,各项指标符合西气东输二线联络线接施工要求。STT根焊+CRC-P26自动焊接在大口径、厚壁(V型坡口)管道上的成功应用,充分体现了自动焊接技术、、低劳动强度的特点。
遂宁q345B无缝方管 250x150x5方管 加工定做 厚壁6米长钢件的渗碳层深度要求一般都较保守,有时也很盲目。看来有必要研究决定渗碳层深度的力学因素,探讨减少渗层规定的可能性。碳氮共渗。碳氮共渗温度比渗碳低,工件畸变小。在渗层深度为.6mm以下时的渗速接近于93℃渗碳。钢碳氮共渗时容易出现反常组织,淬火后表面硬度有下降现象,渗层中有较多的残留奥氏体。如何合理选择工艺,充分发挥碳氮共渗潜力仍是值得探讨的问题。过去曾有人提倡过高浓度碳氮共渗,也曾有过钢件碳氮共渗时表面含碳量在.6%,具有综合力学性能的报道,为此众说纷纭。