山西晋中高速激光熔覆设备加工
-
¥560000.00
及时发货
交易保障
卖家承担邮费
玻璃磨具激光熔覆加工是一种新型加工技术,其原理是用高能激光束照射玻璃磨具表面,使表面快速熔化,形成一层高硬度层。涂层以提高其耐磨性、耐腐蚀性和耐高温性。
一、玻璃磨具激光熔覆加工原理
玻璃磨具激光熔覆加工的原理是利用高能激光束照射玻璃磨具表面,使表面快速熔化,形成一层高硬度涂层,提高其耐磨、耐腐蚀、耐高温性能。激光熔覆过程中,高能激光束聚焦在玻璃磨具表面,使表面材料快速熔化并形成液池,同时添加碳化物、氮化物等高硬度涂层材料,增强涂层硬度。和耐磨性。在激光束的作用下,液池中的涂层材料迅速冷却并结晶,形成高硬度涂层。
二、玻璃磨具激光熔覆加工特点
1、:玻璃磨具激光熔覆加工采用高能激光束,可以快速地熔化材料并形成涂层,大大缩短了所需的加工时间。
2、高硬度:通过添加高硬度涂层材料,使玻璃磨具激光熔覆形成的涂层具有高硬度,可显着提高玻璃磨具的耐磨性。
3、耐腐蚀性强:涂层材料具有良好的耐腐蚀性,可以保护玻璃磨具表面免受腐蚀损坏。
4、耐高温性好:由于镀膜材料具有良好的耐高温性,可以保护玻璃磨具在高温环境下的稳定性。
5、适用范围广:玻璃磨具激光熔覆加工适用于各种类型的玻璃磨具,如平板玻璃、曲面玻璃等。
三、激光熔覆加工玻璃磨具的应用
玻璃磨具激光熔覆加工技术已广泛应用于光学、汽车、航空航天等多个领域,下面介绍几个具体应用实例。
1、光学领域:在光学领域,玻璃是常用的材料之一,但它容易磨损、腐蚀。采用玻璃磨料激光熔覆加工技术可以显着提高玻璃的耐磨性和耐腐蚀性,延长其使用寿命。
2、汽车领域:汽车玻璃在使用过程中容易受到环境污染和摩擦损坏,采用玻璃磨具激光熔覆加工技术可以增强汽车玻璃的耐磨性和耐腐蚀性,提高其可靠性和安全性。
3、航空航天领域:在航空航天领域,高温、高压、高速等极端环境下使用的玻璃材料需要有更高的性能要求。采用玻璃磨具激光熔覆加工技术,可以增强玻璃材料的耐高温、耐腐蚀、耐磨性能,提高其稳定性和可靠性。
四、激光熔覆加工玻璃磨具的发展前景
随着科学技术的不断发展,玻璃磨具激光熔覆加工技术将不断进步和完善。未来,该技术将在以下几个方面得到进一步发展和应用:
1、设备研发:进一步开发、稳定的玻璃磨料激光熔覆加工设备,提高设备的加工速度和可靠性。
2、材料创新:不断探索硬度高、耐腐蚀性强的新型涂层材料,满足不同领域的需求。
3、工艺优化:优化玻璃磨具激光熔覆工艺,提高镀层的均匀性和致密性,降低缺陷率。
4、应用拓展:将玻璃磨具激光熔覆加工技术应用到更多领域,如电子、能源等领域,为产业发展提供更广阔的空间。
宽带激光熔覆修复轴体工艺流程
宽带激光熔覆修复轴的工艺流程主要包括以下步骤:
1、表面处理:对轴表面进行研磨、清洗、干燥等处理。去除表面的氧化物、油污及杂质。
2、涂层制备:将合金粉末或陶瓷粉末与其他材料按一定比例混合,制备熔覆粉末。将熔覆粉末均匀地涂覆在轴的表面上,形成一定厚度的涂层。
3、激光熔覆修复:采用高能宽带激光束扫描涂层,使涂层表面快速熔化并形成液池。在激光的作用下,熔池中的合金粉末或陶瓷粉末等材料充分熔化、混合,形成致密的熔覆层。
4、修复后处理:对包覆轴进行冷却、抛光、清洗等,去除多余的包覆材料和毛刺。
5、性能测试:对修复后的轴进行性能测试,包括硬度、耐磨性、耐腐蚀性等测试。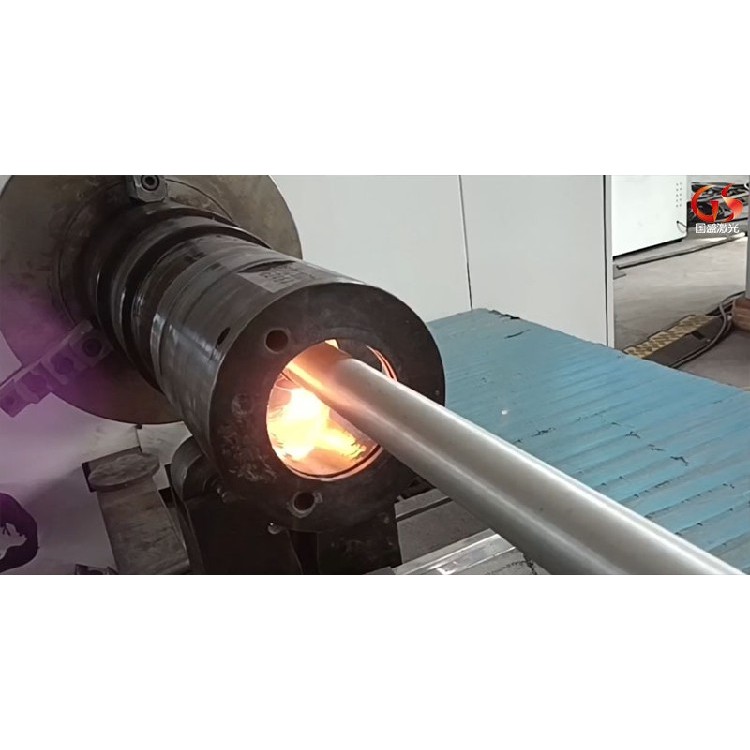
宽带激光熔覆修复轴后的性能特点
采用宽带激光熔覆修复技术修复轴类具有以下性能特点:
1、结合强度高:宽带激光熔覆修复技术可以将合金粉末或陶瓷粉末等结合在一起,材料与轴的母材紧密结合,形成致密的结合层,从而明显提高轴的耐磨性和抗疲劳性能轴。
2、耐磨性能:通过选择耐磨性能的合金粉末或陶瓷粉末等材料作为熔覆层材料,可以显着提高轴的耐磨性能,从而延长轴的使用寿命。
3、增强耐腐蚀性:采用宽带激光熔覆修复技术,可以在轴的外表面形成耐腐蚀性能的修复层,从而有效防止腐蚀介质对轴的侵蚀。
4、热影响区小:宽带激光熔覆修复技术采用高能宽带激光束作为热源,热影响区小,从而轴的其他部位不被损坏。
5、修复:可采用宽带激光熔覆修复技术对轴类零件进行修复,从而显着提高修复效率,降低修复成本。
激光熔覆技术的特点:
1、涂层结构均匀、细化、缺陷率低;
2、涂层硬度高,可达50~62HRC,具有优良的耐磨性和耐腐蚀性;
3、涂层与基体之间存在冶金结合,结合强度高;
4、根据不同情况,涂层厚度可达0~10mm;
5、涂层材料可以是金属和合金,也可以是金属陶瓷;
6、基材为各类钢和铸铁,也可以是其他金属和合金材料;
7、可形成由基层、中层、外层组成的成分和硬度梯度涂层;
8、基材热影响区小,热变形小;
激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;
激光熔覆技术可以优化资源配置,节约贵重、稀有金属材料,降低能源消耗,节省资金。激光熔覆修复技术、,有很强的保护环境的作用,属于绿色再制造工程。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高新技术企业。
国盛激光研发的高速激光熔覆的功率密度是常规激光熔覆的5-10倍,现又研发出的移动式激光熔覆设备,避免了异地拆卸、运输、维修、安装的过程,节省了劳动强度和维修工人的时间,减少了企业的停机时间,避免了更换新零件和运输的成本;研发出的八轴联动激光熔覆设备,根据客户应用场景可配置不同规格的机器人,同时选配变位机、转台、滑台以适应不同加工类型工件的激光熔覆加工及表面处理。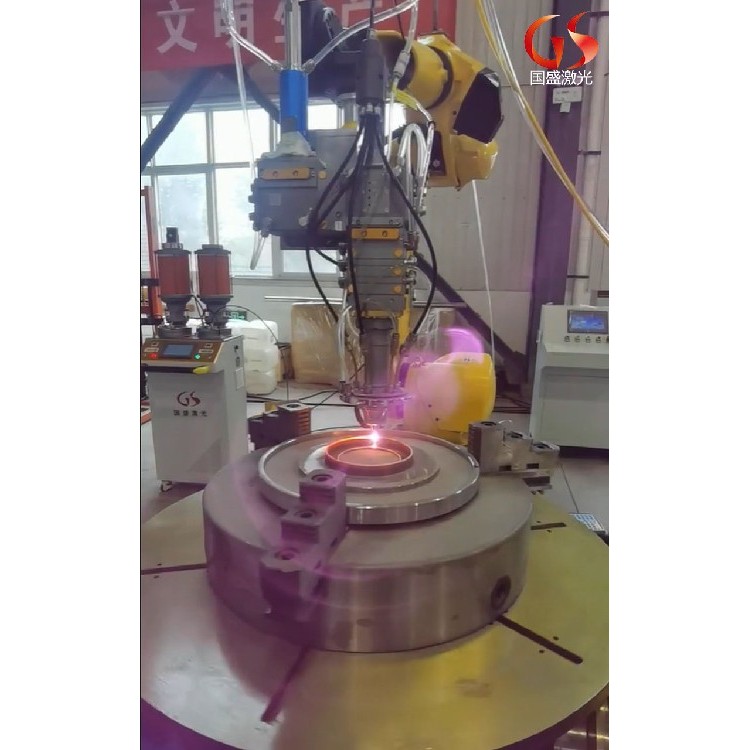
激光熔覆是一种对基材的表面改性技术。通过预先设定熔覆路径,利用激光辐照,使熔覆材料与基体表层快速熔化成激光所经过的熔池,然后快速凝固成冶金结合、低稀释的熔覆层,因此即对机械零件进行原位修复,或熔覆工艺,以提高原基材表面的耐磨、耐蚀、耐热、抗氧化等性能。
与传统加工技术相比,激光熔覆技术具有以下特点:
1、熔覆层与基体能形成冶金结合;
2、基体受到的热影响小,不易变形;
3、熔覆层的稀释率低,节约昂贵的熔覆材料;
4、熔覆层的厚度大小可以控制;
5、可以修复零部件的特定部位及其他方法难以处理的部位。
在对农机零部件进行熔覆和修复之前,需要对农机零部件的表面进行预处理。由于农机工作环境恶劣,农机零部件表面常常覆盖有土壤、油污、水、化肥、农药、铁锈、氧化层等,因此与其他领域相比,零部件的修复工作更多复杂的。对于农业机械的零部件,一般的操作是用水冲洗掉接触土壤的部件表面的污垢。如果破损表面污垢比较牢固,可以采用激光清洗的方法清理。之后,用砂纸打磨待熔覆表面,并用丙酮清洗,避免激光熔覆时表面污渍进入熔覆层,造成缺陷,影响熔覆层的质量和性能。
轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要大型消耗性部件。轧辊失效的普遍原因是早期磨损失效。目前,轧辊由于磨损需要修复时多采用车削或磨削等“补救措施”修正辊型。采用激光熔覆修复轧辊表面已成为延长轧辊寿命的一个主要发展方向和途径。该技术不仅可以修复轧辊,而且可以提高轧辊的耐磨性,延长轧辊的使用寿命,改善钢材的表面质量。
而造成辊压机轴磨损的主要原因如下:
1、辊压机物料粒度的控制不力;
2、辊压机密封失效,造成轴承载荷增大;
3、轴承疲劳运行,造成轴承游隙偏大;
4、压盘预紧力不足;
5、冷却铜管频繁堵塞或设计过细;
6、没有定期清除稳流仓物料,排除富集金属物,使设备频繁过载调停影响轴承寿命;
7、液压系统隐患辊缝长期偏差现象严重。
通常轴类零件主要失效的原因有轴变形、轴断裂、轴表面失效。发电机转轴、各种传动轴等轴类零件的破坏主要是以磨损为主的。其中轴变形、轴断裂是不可以修复的,而以磨损为主的表面失效是可以修复的。采用大功率激光熔覆修复技术,可在轴类零件表面失效的部分,激光熔覆一层铁基合金材料,使得熔覆合金层的零件表面有良好的机械性能,将报废的零件再次使用。
一、激光熔覆工艺两步法(默认方法)
这种方法是在进行激光熔覆工艺之前,将熔覆材料放置在工作表面上,然后用激光将其熔化和凝结形成熔覆层。
预置覆层材料的方法有:
1、预涂:一般用手涂经济方便。工件表面干燥后,进行激光熔覆。但这种方法生产效率低,熔覆层厚度不一致,不适合大批量生产。
2、预置片:在熔覆材料的粉末中加入少量粘结剂,模压成片状,放在工件需要熔覆的部位,然后进行激光处理。这种方法粉末利用率高,质量稳定,适用于一些深孔零件,如小直径阀体。使用这种方法可以获得的涂层。
二、激光熔覆工艺一步法(同步法)
这是在激光束照射工件的同时,将熔覆材料送到激光活性区的过程。有两种方法:
1、同步送粉法:采用特殊的喷射送粉装置,将单一或混合粉末送入熔池,通过控制送粉量和激光扫描速度来调节熔覆层厚度。由于松散粉末对激光的吸收率大,热,可以获得比其他方法更厚的熔覆层,易于实现自动化。
2、同步送丝法:该方法的工艺原理与同步送粉法相同,只是将包覆材料预先加工成丝或填充丝。这种方法方便,不浪费材料,更容易熔覆层成分的均匀性,特别是当熔覆层为复合材料时,熔覆层的质量不会因成分的不同而受到影响.粉末比重或粒径,通过线材预热精细处理,可提高熔覆率。但线材表面光滑,对激光的反射强,激光的利用率比较低;另外,线材制造工艺复杂,品种规格少。