四川耐腐蚀N型冷凝泵联保
-
¥6466.00
及时发货
交易保障
卖家承担邮费
冷凝泵的填料函装配时要注意:根据轴径所需长度截切石墨石棉绳,为使围成圆圈时接头平直严密,切口倾斜为45度为宜,填料装入填料函体时,其接头相互错开120度角,填料压盖适当压紧, 在运转中泄露量每分钟20-30滴为宜。凝结水泵的拆卸要利用泵本身所备的起螺装置,各接合面要严加保护不得损伤。
冷凝泵的安装除一般要求外,对于卧式泵应使泵的轴心线和电机轴心线在同一水平直线上,对于立式泵则要求泵的轴心线和电机轴心线在同一垂直线上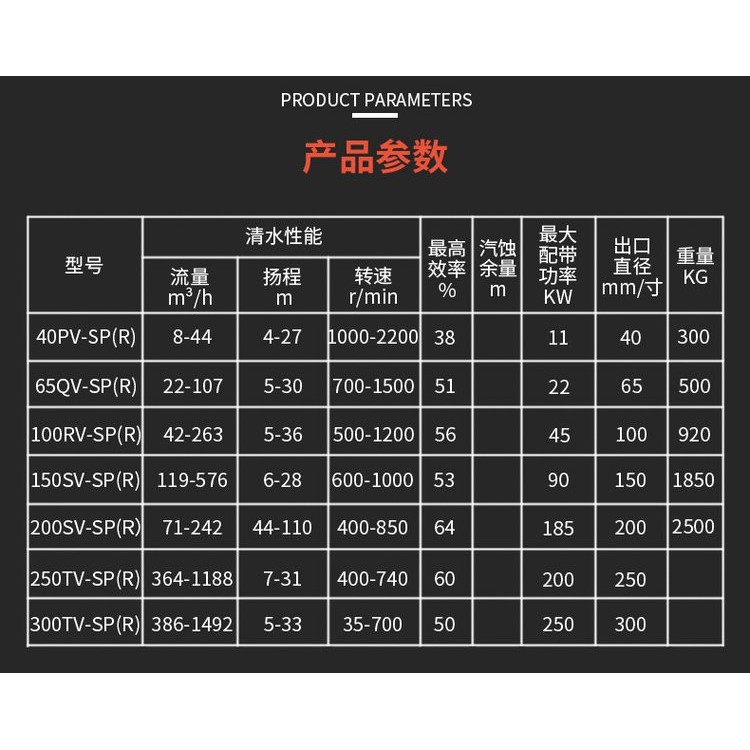
冷凝泵,在低温表面使用冷凝气体,低温泵是真空泵,具有着低的极点压力和非常高的泵送速率,以获得清洁的真空,它们主要用于半导体和集成电路的研究和制作,以及分子束研究、真空镀膜设备、真空表面介绍仪器、离子注入机和空间模拟设备,SHIAPD,CP系列低温泵是专为高真空系统设计定制的,缘于其清洁、、、泵送速度快、靠谱性高的亮点,被特别应用于科研实验室乃至工业设计生产等领域,如半导体材料制作、平板显示器研发生产/测试设备、太阳能出产、真空镀膜、热真空系统等,凝结水泵轴承过热原因:1。方法:添加油脂达标要求泵和电机轴不尽相同心方法:同心对齐泵和电机泵轴承损坏方法:更换新轴承泵冷凝泵用介质:清水冷凝泵公用介质温度:0℃-120℃
不锈钢法兰的型号代码应符合表5.0.1的规定,假如螺纹法兰未标有螺纹代码,则为Rp(GB/T7306.1),另外,使用需求或附加要求与本标准系列的规定不一致,如密封面的表面粗糙度等,当使用国家标准/T7306中约定的锥形管螺纹时。适用作于用系列钢管(俗称英国管)的法兰标有DN(A)。冷凝泵不要在并没有介质的情况下干燥运行,否肯定会损坏泵的液压部件,
N型冷凝水泵主要供火力发电厂输送冷凝水之用,亦可用在介质与冷凝水相似的其他地方,本泵有较好的吸入性能。
100n130 100n160 150n110 150n130 150n180 200n180 200n32 8n45*4 100n45*5 150n60*4型泵分别在填料函体和填料压盖处通入冷却水后可做疏水泵用,并可用机械密封,可输送150度以内的液体,其他泵输送液温度低于80度。
参数范围
流量8-120m3/h 扬程范围88-143m
型号说明
泵的型号是根据尺寸与性能而编制的,
结构说明
冷凝泵型号说明:
3N6X2和4N6A的含义
3、4—吸入管直径(in);
N——卧式悬臂冷凝水泵;
6——设计单级扬程被10除后取整数,即单级扬程为60米左右;
2——级数,表示该泵有两级;
A——叶轮经过切割(外径减小)
1、产品概述
GN、GNL型泵系两级单吸离心式冷凝泵,供抽送冷凝器中的凝结水和750-3000千瓦汽轮机发电机组抽送凝结水或物理、化学性质类似于水的其他液体之用。液体温度不超过80℃。
2、型号意义
GNL3-A(B)
G —— 高吸程
N —— 冷凝泵
L —— 立式
3 —— 泵直径为3吋
A、B —— 两种不同叶轮
3、性能范围
流量:10~100m3/h
扬程:25~141m
4、结构说明
GN型为卧式,固定部分主要由进水段、中段、出水段、轴承体、导叶、密封环组成。转动部分的轴向力由球轴承承受,径向力则由球轴承和装于导叶上的套筒轴承共同承受。
填料的四周和轴承体上均有冷却室,可接引冷却水,进水方向为轴向,出水方向垂直向上,卧式结构轻巧,但需拆卸管路才能检修。
GNL型为立式,泵体和泵盖沿轴心线分开,转动部分的轴向力由球轴承承受,径向力则由球轴承和套筒轴承共同承受。泵的进水口和出水口均铸在泵体上,泵体下部有半圆形的泵足,上部则有半圆形支承,支座装于其上,电机装在此支座上,立式泵占地面积小,检修方便。
泵的过流部件材质为铸铁,轴封为填料密封,从电动机端向泵看,为逆时针方向旋转。成套供应泵、电机、联轴器、底座、止回阀、闸阀,如有特别的要求,在订货时向我厂说明,我厂将在设计、制造、测试、安装、维修、代培操作人员等方面提供一系列的服务。

凝结水泵 冷凝泵壳为碗形壳或螺旋壳,次级、末级壳为碗形壳;泵轴设有多处径向支承,泵转子轴向负荷可由泵本身推力轴承承受,也可由电机承受;轴封可以为填料密封或机械密封,泵转子轴系含两根轴,轴间联接为卡环筒式联轴器,泵机联接为弹性柱销联轴器或刚性联轴器联接;吸入与吐出接口分别位于泵筒体和吐出座上,并呈180°水平布置(可按15°的整数倍任意变位)。
凝结水泵出水部分由接管、泵座等件组成;泵的传动轴从该部分的中心穿过;从泵工作部流出的液体经该部分后水平进入泵外压力管道。泵座上设有密封函体、泄压孔、脱汽孔;泄压孔用以将轴封腔内压力减至低;脱汽孔用以将泵筒体内的气体及时排至凝汽器。电厂锅炉产生的高压水蒸气通过汽轮机后,就会进入到凝汽器,凝汽器是一个把高温水蒸气凝结成水的装置,大量水蒸气在凝结过程中体积迅速减小,原本由水蒸气占有的空间就会形成真空。
凝结水泵填料要逐根装填,不得一次装填几根。方法是取一根填料,涂以润滑剂,双手各持填料接口的一端,沿轴向拉开,使之呈螺旋形,再从切口外套入轴颈。不得沿径向拉开,以免接口不齐。生产工艺和操作要领的改革。工艺是否先辈,每每是影响产风致量、生产效率、能源和原质料斲丧、成本崎岖的紧张缘故原由,因此应成为技能改革的紧张内容。