莆田电器五金插件黄铜色开发
-
面议
及时发货
交易保障
卖家承担邮费
随着五金制品行业的发展,五金冲压件生产设备和技术在不断改进,五金冲压件越来越精密,产品种类也越来越多,市场规模在不断扩大。精密五金冲压件按行业、用途和工艺特点可分为多种类型,下面就简单介绍下精密五金冲压件有哪些类型:
1、汽车零件:主要包含汽车结构件、汽车功能件、汽车车床件、汽车继电器等。
2、电子零件类:主要包含有连接器件、接插件、电刷件、电器端子、弹性零件等。
3、家电零件:主要包含大家电零件,如彩管电子零件,以及小家电零件,各类结构件和功能件等。
4、IC集成电路引线框架:主要包含分立器件引线框架和集成电路引线框架等。
5、电机铁芯:主要包含单相串励电机铁芯、单相家用电机铁芯、单相罩极电机铁芯、永磁直流电机铁芯、工业电机铁芯、塑封定子铁芯等。
6、电器铁芯:主要包含E字形变压器铁芯、EI形变压器铁芯、工字形变压器铁芯、以及其他变压器铁芯片等。
7、换热器翅片:主要包含工业换热器翅片、家用换热器翅片、汽车用换热器翅片等。
8、其他类零件:主要包含仪器仪表零件、IT类零件、声学类和摄像类零件、现代办公用类零件、以及日用五金件等。
五金冲压就是利用冲床及模具将不锈钢,铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
五金冲压有时也称板材成形, 但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
就是利用冲床及模具将铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
五金冲压有时也称板材成形, 但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
冲压行业是一个涉及领域极其广泛的行业,深入到制造业的方方面面,在国外将冲压称为板材成形。在我国也有这样称呼的。中国的冲压行业是个什么样子的,国外如何,我们如何走,这是我们大家关心国家关心的问题。
冲压的大力发展应归功于汽车、飞机及家电日用品的发展。
五金冲压就是利用冲床及模具将不锈钢,铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
五金冲压有时也称板材成形,但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
冲压工艺大致可分为分离工序和成形工序(又分弯曲、拉深、成形)两大类。分离工序是在冲压过程中使冲压件与坯料沿一定的轮廓线相互分离,同时冲压件分离断面的质量也要满足一定的要求;成形工序是使冲压坯料在不破坏的条件下发生塑性变形,并转化成所要求的成品形状,同时也应满足尺寸公差等方面的要求。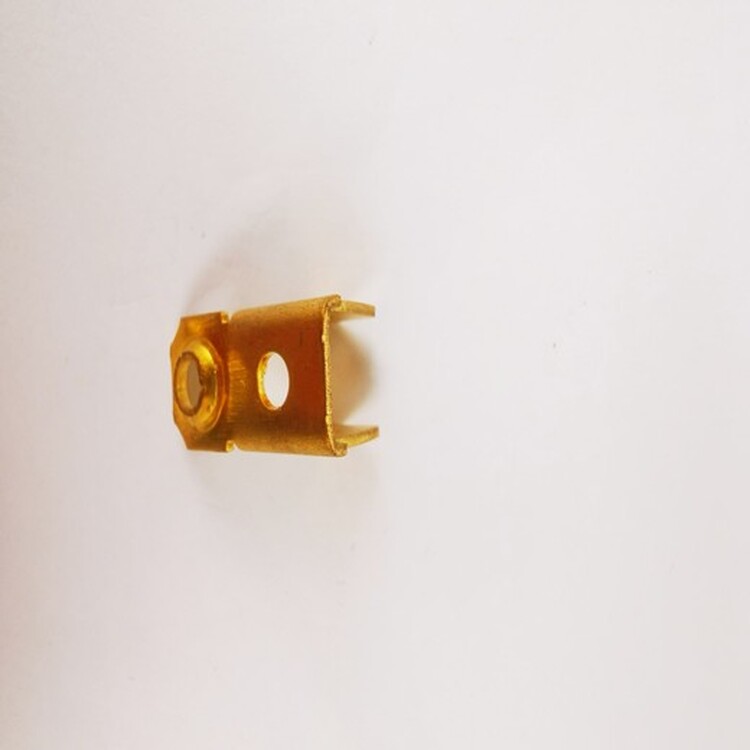
冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。
冲压件加工是我们近几年兴起的一种对金属的加工方式,我们的生活中已经到处都是冲压件加工产品的身影,但是您了解冲压件加工的原理吗?这里就为您简单的介绍一下。
在生活中,五金一直在很多地方应用到。随着社会的发展进步,五金的应用更加之多。目前我国很多五金产品的产量居世界,如打火机、拉链、扳手、钳子等,国外有很好的销售记录。同时,经过多年的发展,我国五金产业集展的特点逐渐凸显了出来。
1.冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。
2.冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。
3.冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。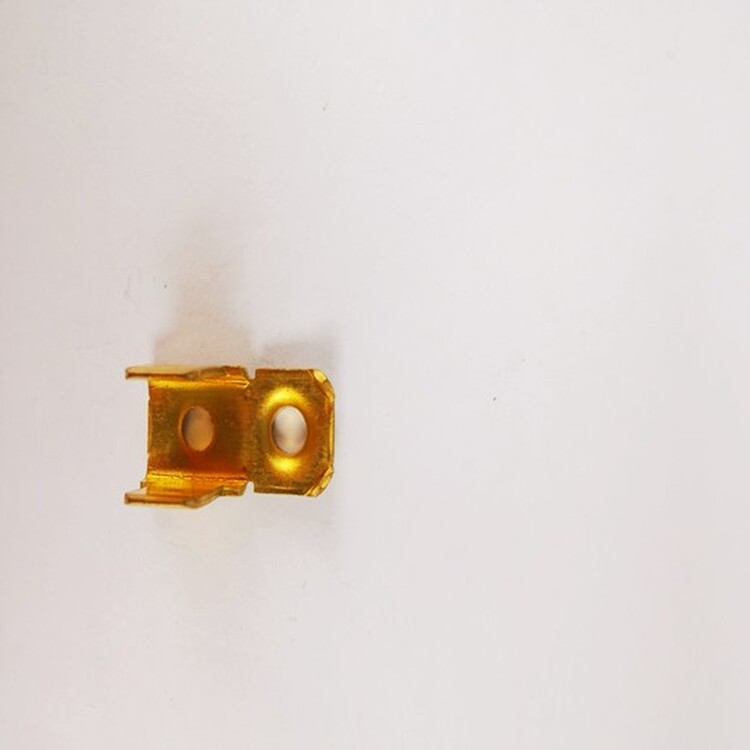
五金冲压件加工的常见问题及原因
1.毛刺:冲孔或切边角过程中不完全留有余料,钢板截断面下部位产生毛刺,以截断面为基准,毛刺高度为0.2mm以上时,发生的铁粉会损坏模具并产生凸凹。
2.凸凹:材质表面异常凸起或凹陷,是开卷线有异物(铁屑、灰尘)混入引起的。
3.辊子印:清洗辊子或者送料辊子附着异物引起(以固定节距发生),一般情况下可以将板料上的辊子印异物去掉即可。
4.滑动印:由于辊子滑动引起,在突然停止或者加速时发生。
5.卷料粉碎可能或许边沿起皱:开卷线的导向辊可能或许模具上的导向辊间隙小时产生的起皱情景,由于卷料送入不屈衡引起。
6.划痕:产生零件上有划痕的主要原因,模具上有尖利的伤痕或有金属尘屑掉入了模具,防止措施为修磨模具上的伤痕和清除金属尘屑。
7.底部开裂:产生零件底部开裂的主要原因是材料塑性较差或模具压边圈压得过紧,防止措施为更换塑性较好的材料或把压边圈放松一些。
8.侧壁有:产生零件侧壁有的主要原因是材料的厚度不够(比小的允许厚度还薄)或上、下模安装时出现偏心,造成一边间隙大,另一边间隙小,防止措施为即时更换材料和重新调整模具。