乌苏连杆锻造
-
面议
及时发货
交易保障
卖家承担邮费
用锻造工艺制造汽车发动机的连杆和曲柄连杆机构。由于连杆的金属体积沿轴线呈大头、杆身、小头分布,因此,一般连杆在锻造成形时要行制坯,通常采用拔长、滚挤等工步预分金属。又由于连杆的杆身多采用“工字形”的截面,为了避免因金属流动不合理出现折叠等锻造缺陷,同时也为了有利于锻件充满及模具寿命的提高等因素,连杆模锻成形时一般采用预锻、终锻两个工步。由于连杆锻件在切边、热处理及清理时易出现翘曲、端面不平等缺陷,为了连杆锻件较高的形位公差及重量公差,一般在清理工序后进行冷校正及冷精压等工序。由于零件的重要性,连杆锻件一般要进行探伤检测。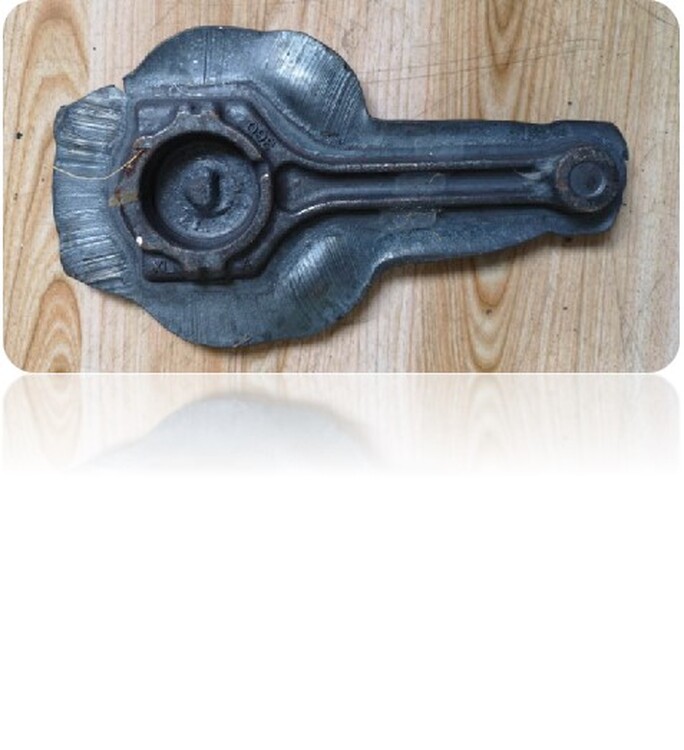
锻造设备的模具运动与自由度是不一致的,根据下死点变形限制特点,锻造设备可分为下述四种形式:限制锻造力形式:油压直接驱动滑块的油压机。准冲程限制方式:油压驱动曲柄连杆机构的油压机。冲程限制方式:曲柄、连杆和楔机构驱动滑块的机械式压力机。能量限制方式:利用螺旋机构的螺旋和磨擦压力机。
锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属。 金属在变形前的横断面积与变形后的横断面积之比称为锻造比。正确地选择锻造比、合理的加热温度及保温时间、合理的始锻温度和终锻温度、合理的变形量及变形速度对提高产品质量、降低成本有很大关系。