黄山不锈钢弯头
-
面议
及时发货
交易保障
卖家承担邮费
多节焊制弯头的焊后处理:
如弯头的壁厚比较厚,焊后好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。消除应力的回火温度为600~650℃。对于薄壁弯头,焊后可不做应力热处理。另外,弯头在焊接后要进行除渣、酸洗等处理,去除焊接过程中产生的氧化物、杂质等,确保弯头的使用质量。
虾米腰是管件中弯头的一种,虾米腰弯头很常用,下料制造很简单,但传统方法对现在工业的大管径弯头就操作困难,且很难精度。现可利用计算机制图放样计算出各点处素线长度,然后将卷管按同样的份数等份,在素线上用计算出的长度截取线段,连接端点即可画出切割线。壁厚处理方法:放样时,先划理论切割线,然后根据壁厚确定高、低点(开出坡口后)切割线的位置,将两点连线后再计算各等分点素线的长度,在卷管上划线切割,组对后就可以所需的角度。国家标准为S02403钢制管件建筑标准。材质一般为碳钢、不锈钢及合金钢。在日常施工中,虾米腰弯头比用原管及中板焊制的弯头使用要少得多。
热压弯头的退火:
将热压弯头加热到一定温度并保温一段时间,然后使它慢慢冷却,称为退火。热压弯头的退火是将钢加热到发生相变或部分相变的温度,经过保温后缓慢冷却的热处理方法。退火的目的,是为了消除组织缺陷,改善组织使成分均匀化以及细化晶粒,提高热压弯头的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。所以退火既为了消除和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好准备,故退火是属于半成品热处理,又称预先热处理。
业生产法兰、管件、弯头、三通、异型管件、法兰垫片和封头
碳钢弯头技术适用于制造工作压力小于10MPa、碳钢弯头内径d?125mm,碳钢弯头中径D与碳钢弯头内径d比值D/d?1.5的任何碳钢弯头,而碳钢弯头中径的大小不受限制。例如可以加工碳钢弯头内径为12m,碳钢弯头中径为60m以上的大型国标碳钢弯头。国标碳钢弯头石油、天然气、化工、水电、建筑和锅炉等行业的管路系统。榫槽密封面,适用于易燃、易爆、有毒介质及压力较高的场合。垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环
碳钢弯头(HG20600、GB/T9121、JB/T83)制作较为简单,主要适用于具有腐蚀介质的管道系统;弯头焊环可采用不同的材料,降低弯头成本,提高使用性能。弯头密封面有突面、凹凸面、榫槽面.
使管子与管子相互连接的零件,连接于管端。弯头上有孔眼,螺栓使两弯头紧连。弯头间用衬垫密封。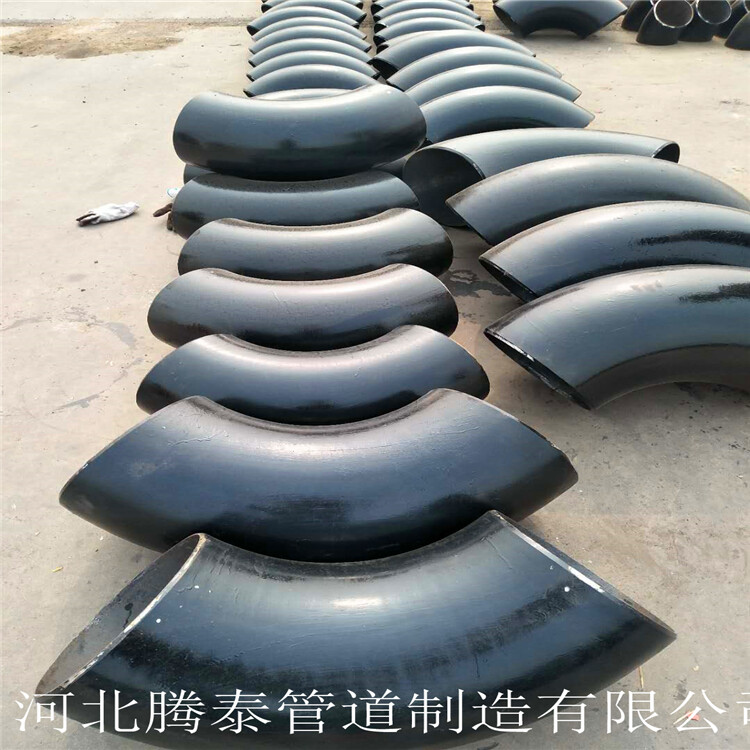
弯头管件(flangedpipefittings)指带有弯头(突缘或接盘)的管件。它可由浇铸而成(图暂缺),也可由螺纹连接或焊接构成。弯头联接(flange,joint)由一对弯头、一个垫片及若干个螺栓螺母组成。垫片放在两弯头密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使联接严密不漏。弯头联接是一种可拆联接。