海南生产螺旋钢管,沧海螺旋管厂
-
¥3000.00
及时发货
交易保障
卖家承担邮费
大口径螺旋钢管采用的自动螺旋缝双面埋弧焊机组,与剪切、平头、静水压试验机、传送机和坡口机等组成生产线。其工艺流程如下:
原材料检查→拆卷→初矫→切头对焊→精矫→铣边→递送→成型、内外焊→焊渣清除、外检→自动补焊、X射线检查、拍片及手动超声波探伤复检→管端坡口加工→静水压试验→自动测长、称重→涂层、标志→入库。
螺旋缝双面埋弧焊钢管是采用带钢在常温下成型,经连续焊接而成,并经过严格的理化检验、无损探伤、水压试验等检测手段,产品按GB/T19002-94、ISO9002-94质量体系和GB/T9711.1-1997、SY/T5037-92、APISpec5L标准组织生产。螺旋缝双面埋弧焊钢管质量标准符合DL5017-93标准的要求。GB/T9711.1-1997(A级石油天然气管)、SY/T5037-92(低压螺旋埋弧焊管)、APISpec5L<输送钢管》为产品标准,其质量符合《压力钢管制造安装及验收规范》DL5017-93的要求。
聚氨酯保温螺旋钢管 首页 > 建材 > 正文 济南1220x12螺旋螺旋钢管组图 来源网络 发布时间:2019-03-1117:31:02 此分类信息由用户发布 济南1220x12螺旋螺旋钢管组图带钢头尾对接产品优点/ PRODUCT
1、设备配套,工艺合理,检测设备和手段、有效
2、成型设备采用德国技术、焊接设备采用美国林肯焊机,电控设备采用德国西门子的产品,成型稳定、焊接质量可靠
3、的X射线工业电视盒超声波检测设备对钢管检验,确保了螺旋管的生产、检验及试验符合相关标准要求
4、公司自行生产的钢管全部采用鞍钢板材生产的国标级钢管,是国内一家与鞍钢长期合作的防腐保温管道的企业生产能力/ PRODUCT我公司螺旋钢管生产线可生产防腐保温管道用的各型螺旋钢管。 生产线数量:目前已有生产线钢管生产范围φ529-φ2054mm,年生产能力10万吨。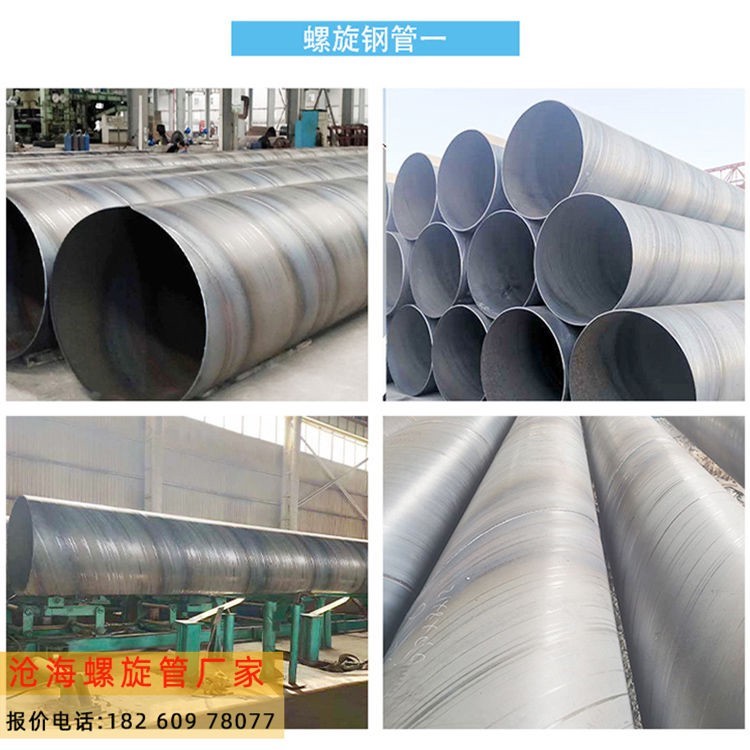
双面埋弧焊螺旋钢管焊缝气孔不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。焊缝产生气孔的因素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等。焊剂成分。焊接含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气孔的形成。气泡。气泡多发生在焊道,其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部,所以,这种缺陷的措施是焊丝和焊缝的锈、油、水分及湿气等物质,其次是很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。焊剂的堆积厚度一般为25-45mm,焊剂颗粒度大、密度小时堆积厚度取大值,反之取小值;大电流、低焊速堆积厚度取大值,反之取小值,此外,夏天或空气湿度大时,回收的焊剂应烘干后再使用。硫裂(硫引起的裂纹)。焊接硫偏析带很强的板材(特别是软沸腾钢)时硫偏析带中的硫化物进入焊缝金属而产生的裂纹。其原因是在硫偏析带中含有低熔点的硫化铁和钢中存在氢气。所以,为防止这情况产生,使用含硫偏析带少的半钢或钢还明效的。