联系人陈锡平
微控620TA数控系统的产品特点:
1、1ms插补周期
2、工业以太网总线控制
3、共10个进给轴、4个主轴;每通道多6个进给轴、3个主轴
4、 小指令单位1μm或0.1um可选,高移动速度240m/min(0.1um单位下高100m/min)
5、适配伺服主轴可实现主轴定向、刚性攻丝、圆柱插补、极坐标插补
6、具备简易同步控制、混合控制、重叠控制、通道间干涉检测、等待M代码等特功能
7、路径间多主轴控制:主轴速度同步,有多主轴功能可不同路径,编码器反馈选择等功能
8、在线伺服调谐
9、伺服调谐数据的波形图、圆度轨迹图显示功能
10、支持伺服参数在线配置及伺服状态的监测
11、支持多个远程I/O单元的监控
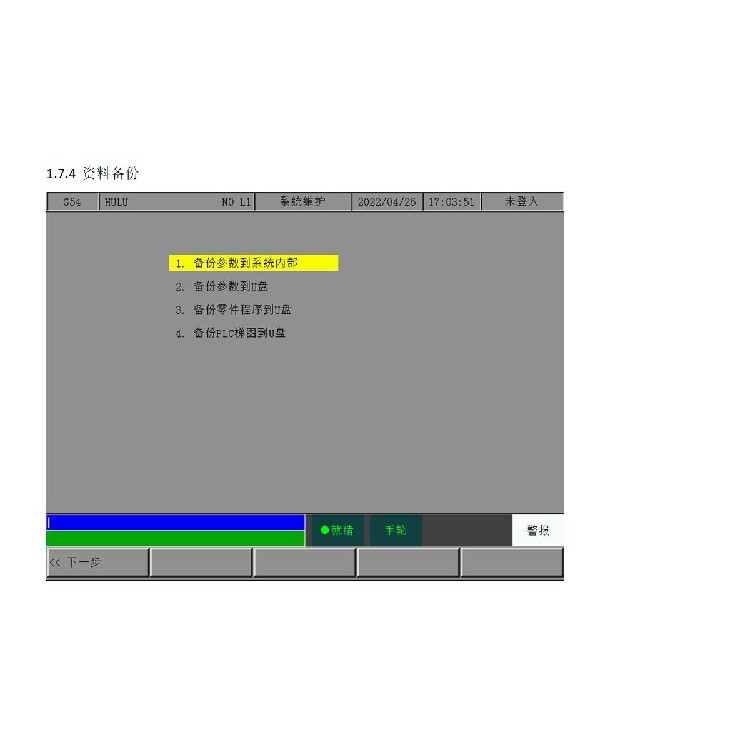
12、零件程序后台编辑
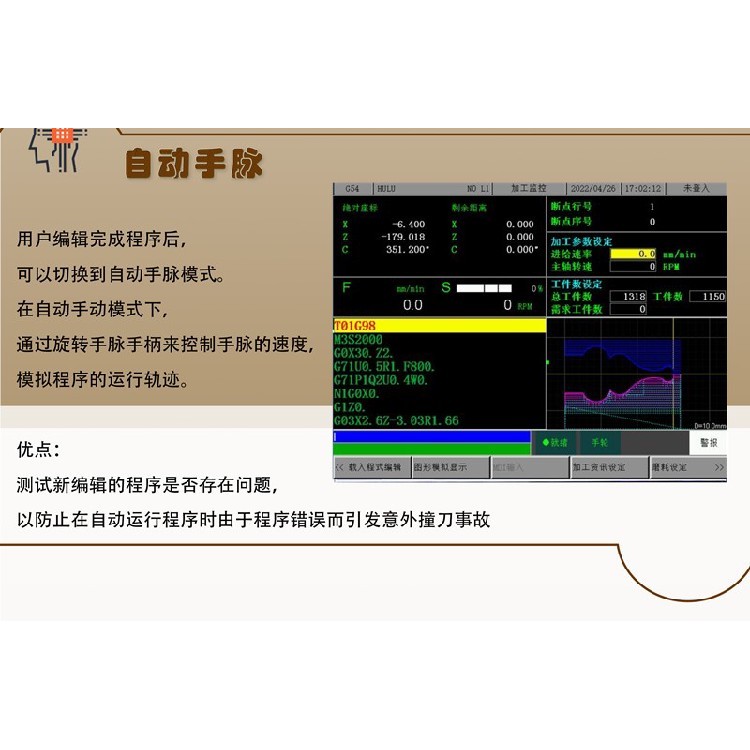
13、在线编程向导
14、PLC梯形图在线编辑、监控
15、在线机床调试向导
佛山微控工业自动化科技有限公司致力于数控系统研发及生产与销售,提供定制性的项目开发。本公司具备多年的数控设备系统应用的经验与解决方案,产品拥有自己的硬、软件技术,可靠稳定、高性价比! 高覆盖、率的服务获得多家公司和机构的认可! 公司主营产品:数控系统、滚齿机数控系统、凸轮走心机数控系统、凸轮走刀机系统、总线数控系统、双主轴数控车床系统等非标机改造套装。
微控数控系统620TA、630TA产品参数:
路径数:2路
控制轴数
大控制轴数:10个(合计), 每个路径多6个
大控制主轴数:4个(合计), 每个路径多3个
总线
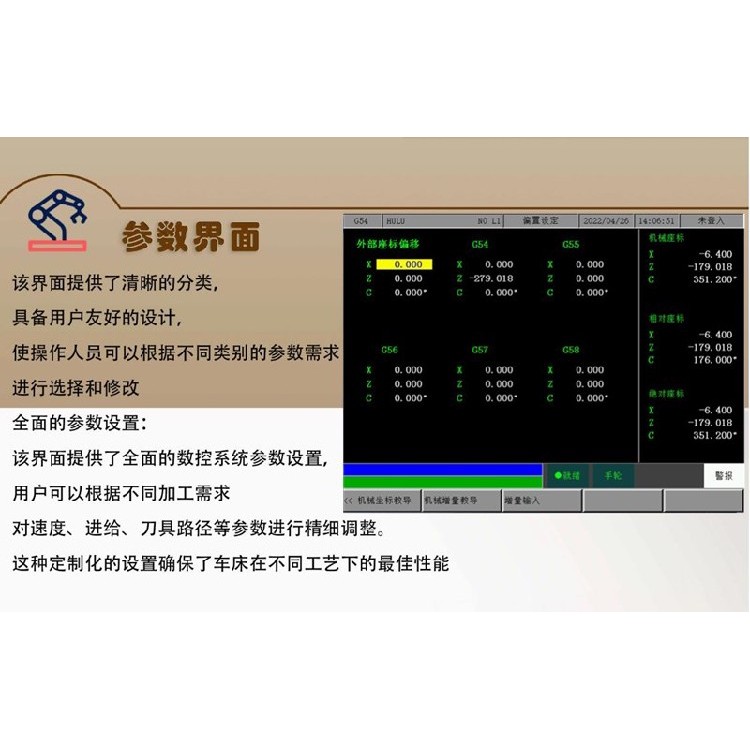
坐标值(系)及尺寸
工件坐标系、局部坐标系、机床坐标系、工件坐标系1~6(G54~G59),附加工件坐标系
坐标平面选择
/增量编程、极坐标、英制/公制转换、直线轴/回转轴
路径控制功能
支持2路径控制,支持等待M代码
支持路径间*干涉检查
支持基于程序指令的同步/混合/重叠控制
支持均衡切削
支持路径间单程序段程序检测及路径间公共存储器
支持路径间主轴控制
准备功能
含70个G指令,包括快速定位、直线插补、圆弧插补(螺旋插补)、螺纹切削、极坐标插补、刚性攻丝、暂停、*补偿、工件坐标系、局部坐标系、宏程序调用、跳转、循环指令等
进给功能
高速度:240 m/min(μ级)、100 m/min(0.1μ级)
快速倍率:F0、25%、50%、*共四级修调
进给倍率:0~150%共十六级修调
快速移动/切削进给加减速:直线式,加减速的起始速度、终止速度和加减速时间由参数设定
支持前加减速控制,段间平滑过渡
数控系统主轴转速:可由S代码或PLC信号给定,转速范围0rpm~20000rpm
主轴倍率:50%~150%共11级修调
主轴恒线速控制
Cs轴控制
主机可直连2个主轴编码器反馈,直连的主轴编码器线数可设定(100p/r~10000p/r)
螺纹切削
螺纹类型:等螺距直螺纹/锥螺纹/端面螺纹,变螺距直螺纹/锥螺纹/端面螺纹,连续多段螺纹
螺纹头数:1~99头
螺纹螺距:0.01mm~500mm(公制螺纹)
螺纹切削加减速:直线型
螺纹退尾:退尾长度、角度和速度特性可设定

CNC系统的发展趋势
高度集成化
随着电子技术的发展,CNC系统将更加集成化,实现更小的体积、更高的性能。
智能化
CNC系统将更加智能化,具有自适应控制、自学习等功能,提高加工效率和精度。

单通道数控系统一般有两轴、三轴,四轴等,应用在数控机床上面的控制大脑。就是一个完整的CNC控制功能,即可以控制一台机床,它包括机床的坐标轴X、Y、Z、…,主轴,刀库位置控制,PLC功能等。通道数和每个通道内的控制轴数,可由参数设定。由于其工作模式的局限性,需频繁地执行工件装卸、换刀等工序,导致时间和过程中产生的误差,在加工精度和生产效率上均已经不能满足市场需求。