q235nh耐候钢板-铝合金雕刻板-货源充足还便宜
-
¥5200.00
及时发货
交易保障
卖家承担邮费
做钢材加工的,一般如何做比较好一点
现在做钢材加工这个行业比较多,就拿钢管行业来说,一般原材料的价格和人工加工费,还有品牌的质量,才能客户的长期采购。看价格是一方面,还有工艺的讲究,检验方法的与否,出口的钢管要求更加严格,代表我们中国的产品,应用在各个重大工程里。
钢材型材检测指标-冷弯性能试验:试验弯曲至规定弯曲角度的试验,应将试样放置于两支辊上,试样轴线应与弯曲压头轴线垂直,弯曲压头在两支座之间的中点处对试样连续施加力使其弯曲,直到达到规定的弯曲角度。弯曲角度可以通过测量弯曲压头的位移计算得出。当出现争议时,试验速率应为(1±0.2)mm/S。弯曲试验时,应当缓慢地施加弯曲力,以使材料能够自由地进行塑性变形,直至两臂平行。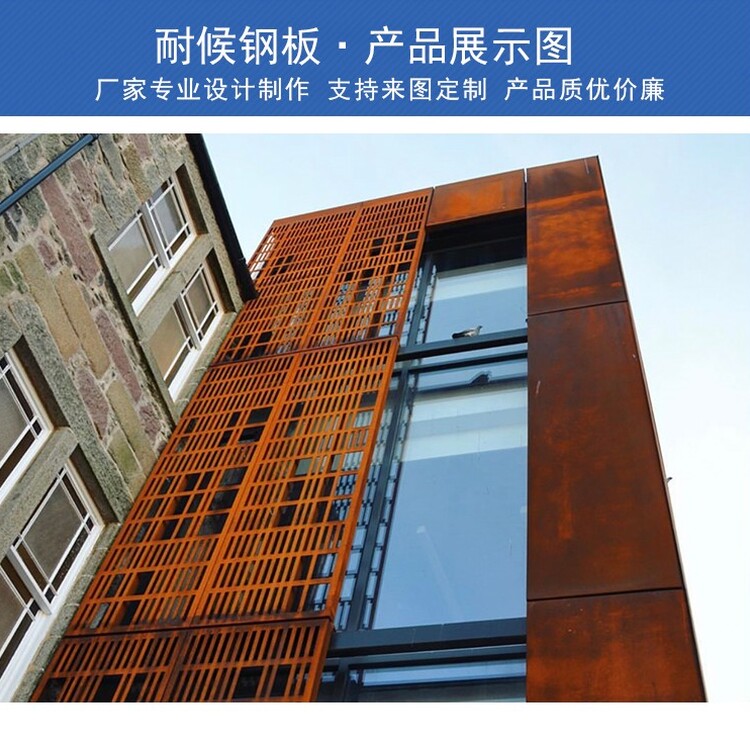
使用方法主要分为七种:
1.切割:可用等离子切割、碳弧、砂轮锯将大面积复层钢板切割成所需要的形状。佳方法是用空气或者惰性气体等离子弧进行切割,推荐方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
2.弯曲:耐磨钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。如果开裂过大,使用相应焊条进行修补。卷曲成管,按推荐小弯曲半径进行。
3.开孔:大孔可以采用等离子切割,小孔推荐使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4.焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。耐磨钢板也可以焊接到其他钢结构上。
5.塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。
6.螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接;
7.表面加工:耐磨钢板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。耐磨钢板不适用表面精度要求高的场合。