贵州输水管道3PE防腐弯头DN65
-
面议
及时发货
交易保障
卖家承担邮费
淬火是将冲压碳钢弯头加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度冷却,而获得以马氏体为主的不平衡组织的热处理方法。
弯头用途非常广泛。其产生的主要原因是由于热影响区或焊缝内形成了淬火组织,在高应力作用下,引起晶粒内部的破裂,焊接含碳量较高或合金元素较多的易淬火钢材时,易产生冷裂纹。冲压弯头管件加工工艺具有一定的工艺,在生产中按照一定的工艺技术进行生产:
双卡压式胶圈密封在不锈钢材料内,胶圈耐久性明显提高,且双卡压密封圈左右受挤压均匀,密封圈不会从侧面倍水压挤出,弥补了单卡压适用过程中的不足。冲压弯头导热性用于地板采暖的管材需求有好的导热性、低温耐热冲击性的耐低温冲击功能比较好。与管子联结的方式有:直接焊接(常用的方式)法兰联接、热熔连接、电熔连接、螺纹联接及承插式联接等。
耐侵蚀性好:弯头除少数氢化剂外,可耐多种化学介质的侵蚀,具有的耐酸、耐碱、耐侵蚀性、不会生锈,不会侵蚀,不会滋生细菌,无电化学侵蚀。不锈钢以不锈,耐腐蚀性为主要特性,且铬含量至少为10.5%,碳含量大不超过1.2%的钢。
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。冷挤压弯头的成形过程是使用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。用于检测铁镍基铁磁性资料,例如:马氏体不锈钢和沉积硬化不锈钢资料,不适用于检测非磁性资料,例如:奥氏体不预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。用于检测工件外表和近外表的延伸方向与磁力线方向尽量笔直的缺陷,但不适用于检测延伸方向。
弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。
冲压弯头的低温焊接原理:软钎和硬钎,热源根据不同的现场要求选取。
优点:操作灵活,可选择性强,技术要求比较低,变形量可以控制好,对于母体的热影响小,美观。
冲压弯头材进行刨铣时,铣削效率与服务时间之间的折中做法是影响经济性的决定性因素。在次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个有效刀片的仿形铣刀。在相同的切削数值下,对不锈钢冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种不锈钢冲压弯头的使用寿命明显提高。
冲压弯头的低温焊接方法如下:
1)低温的WE88C焊丝配合WE88C-F的焊剂焊接。
这个时候根据被焊母材的结构和焊接要求来选用合适的焊接工具,比如没有特别要求的,粘上就行的就可以用烙铁焊接,因为不锈钢的导热率低不比铜或者铝,所以稍微大一些的也没有关系,这个以前有利用WE88C的焊丝配合WE88C-F的焊剂焊接过的,并且有这个电烙铁焊接不锈钢视频,如果说焊接结构有一点的强度要求可以用火焰加热方式,加热工具用WE53液化气多孔喷枪,单烧液化气燃烧,不要配氧气。2)可以用高银的VOD203焊丝焊接,这个焊接的流动性比较好,的缺点就是平均成本高,这种也是运用的多的,这种焊接不锈钢的时候需要辅助VOD201-F的助焊膏焊接。
3)采用可以替代高银焊丝焊接的WE46特殊钎料冲压弯头焊接。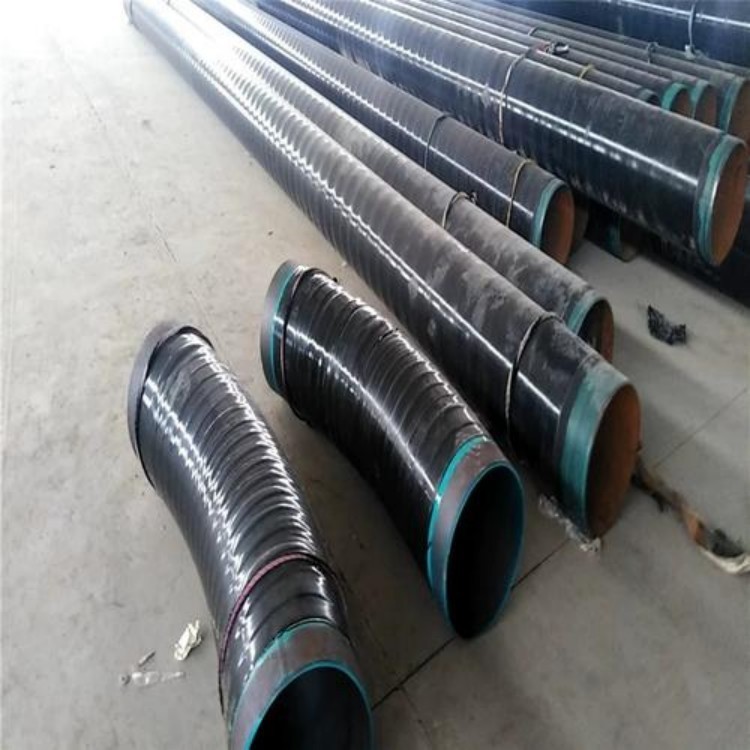
无缝弯头是用于管道转弯处的一种管件。在管道系统多使用的全部管件中,所占比例大,约为80%。通常,对不同材料货壁厚的弯头选择不同的成形工艺。目前。制造厂常用的无缝弯头成形工艺有热推、冲压等。
由于弯头具有良好的综合性能,所以它广泛用于化工、建筑、给水、排水、石油、轻重工业、冷冻、卫生、水暖、消防、电力、航天、造船等基础工程。制作各种材质型号弯头 无缝弯头 冲压弯头 直缝弯头 热压弯头 高压弯头 对焊弯头。
弯头的保养方法:
1、弯头阀门填料压盖的螺栓应平均地拧紧,不应压成歪状态,以免碰伤阻碍阀杆运动或造成泄漏;
2、弯头应用手轮,请勿借助杠杆或其它工具,以免损坏阀件。手轮顺时针旋转为封闭,反之为开启;
3、长期存放的弯管,应作按期检查,常常对外露的加工表面须保持清洁,清除污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放;
4、弯头的球阀、截止阀、闸阀使用时,只作全开或全闭,不答应做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至上位置拧紧,即可阻止介质从填料处泄漏。