佛山哪里有自动焊锡机回收电话
-
面议
及时发货
交易保障
卖家承担邮费
自动锡焊是一门大学问,他的原理是通过自动加热的烙铁将固态焊锡丝加热熔化,同时借助于助焊剂的作用,使其流入被焊金属之间,待冷却后形成牢固可靠的焊接点。该过程都是靠机器本身来完成的,我们人工只需要操控机器即可。当焊料为锡铅合金焊接面为铜时,焊料先对焊接表面产生润湿,伴随着润湿现象的发生,焊料逐渐向金属铜扩散,在焊料与金属铜的接触面形成附着层,使两则牢固的结合起来。因此可以说自动焊锡是通过润湿、扩散和冶金结合这三个物理,化学过程来完成的。
润湿原理:润湿过程是指已经熔化了的焊料(锡丝)借助毛细管力沿着母材金属表面细微的凹凸和结晶的间隙向四周漫流,从而在被焊母材表面形成附着层,使焊料与母材金属的原子相互接近,达到原子引力起作用的距离。引起润湿的环境条件:被焊母材的表面是清洁的,不能有氧化物或污染物。打个形象的形象比喻就是:把水滴到荷花叶上形成水珠,就是水不能润湿荷花。把水滴到棉花上,水就渗透到棉花里面去了,就是水能润湿棉花。
冶金结合原理:由于焊料与母材相互扩散,在2种金属之间形成了一个中间层---金属化合物,要获得良好的焊点,被焊母材与焊料之间形成金属化合物,从而使母材达到牢固的冶金结合状态。这就好比是炼钢一样,多种金属融化后结合在一起。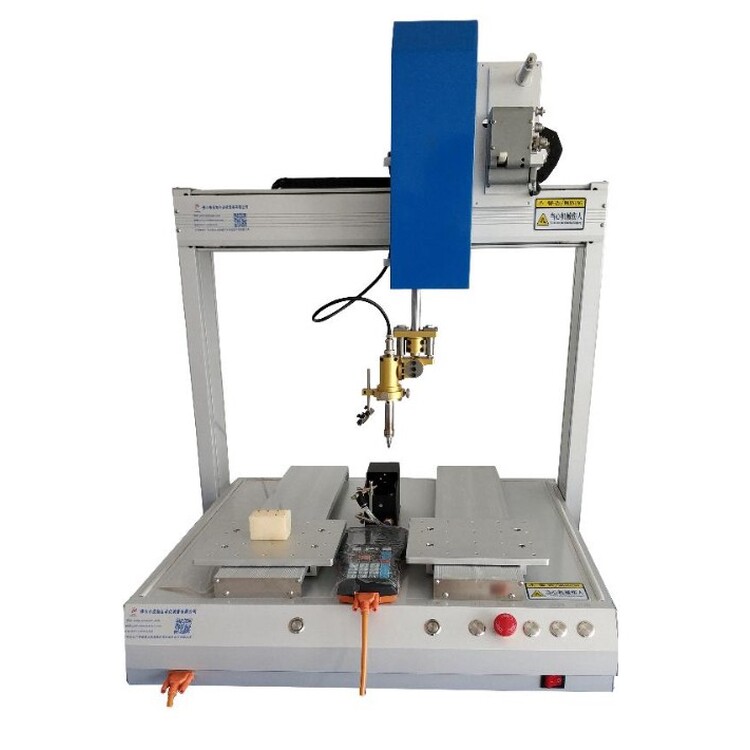
上锡的量要适中。可以根据所需焊点的大小来决定自动焊锡机的蘸锡量,使焊锡足够包裹住被焊物,形成一个大小合适且圆滑的焊点。焊点也不是锡多、锡大为好,相反,这种焊点虚焊的可能性更大 ,有可能是焊锡堆积在上面,而不是焊在上面。若一次上锡量不够,可再次补焊,但须待前次上的锡一同被熔化后再移开自动焊锡机;若一次上锡量太多,可用烙铁头带走适量。
焊接点凝固的过程中,切记不要用手触碰焊接点。焊接点在未完全凝固前,即使有很小的振动也 会使焊点变形,引起虚焊。因此,在烙铁头撤离之前对焊接件要予以固定,如用镊子夹持,或烙铁头撤离之后快速用嘴吹气,采取这些做法的目的,就是缩短焊点凝固的时间。
烙铁头发热芯内置于烙铁头内部,产生的热量会全部吸收到烙铁头的铜质部分中去,热量损耗极少,导热率高及热量利用率。不需要太大的功率,也能提供非常强的热量供给。
烙铁头插在发热芯内部,加热器产生的一部分热能量被吸收到烙铁头上,而另一部分则会流失。必需要扩大加热器的功率获得性能相等的热量。过大的功率一方面增加温度稳定控制的难度,而且过大的消耗导致发热芯和烙铁头的寿命减短。
烙铁头的寿命是根据焊点次数来决定的,烙铁头镀层的厚度很大程度上决定了烙铁头的使用寿命,镀层越厚,烙铁头的寿命也越长。而镀层加厚又会导致热量传导受阻,出现焊接不良。
过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。在能够工作的情况下,尽量使用低温焊接,高温会使烙铁头加速氧化。烙铁头寿命。如果烙铁头温度超过470°C,它的氧化速度是380°C的两倍。一般建议使用温度350~380度。1.2mm以下小焊点350~360度,1.2mm以上大焊点380~420度。这个问题点,自动焊锡机配套的温控自身的热能补偿能力一定要好,不然治标不治本。