PP医疗清洗生产线厂家东莞PP医疗清洗生产线
-
面议
及时发货
交易保障
卖家承担邮费
医疗级PP--聚丙烯的力学及物理性能一般,密度低,其的性能表现出抗应力开裂性,高熔点,具有一定的耐热性,化学性能高,对多数化学药剂呈现惰性,绝缘性佳、介电率小,在节省材料方面,PP泡沫材料占据着重要位置,不仅质量轻,而且拥有较高的韧性,温度阻隔性好,尤其是PP的可降解回收性,可广泛应用于环保材料,不如食品包装、阻隔材料、隔热制件及汽车饰件等,然而,非结晶态的PS对比,在发泡材料方面,PP温度范围窄,加工具有一定的难度,且在熔点温度下,粘度较大,很难产生气泡,相反,在熔点的条件下成型,熔体表现出高强度,即便产生气体也很难包住,气泡以穿孔合并以致泡孔大小不均的现象,所以纯PP材料只能在非常窄的温度范围内进行发泡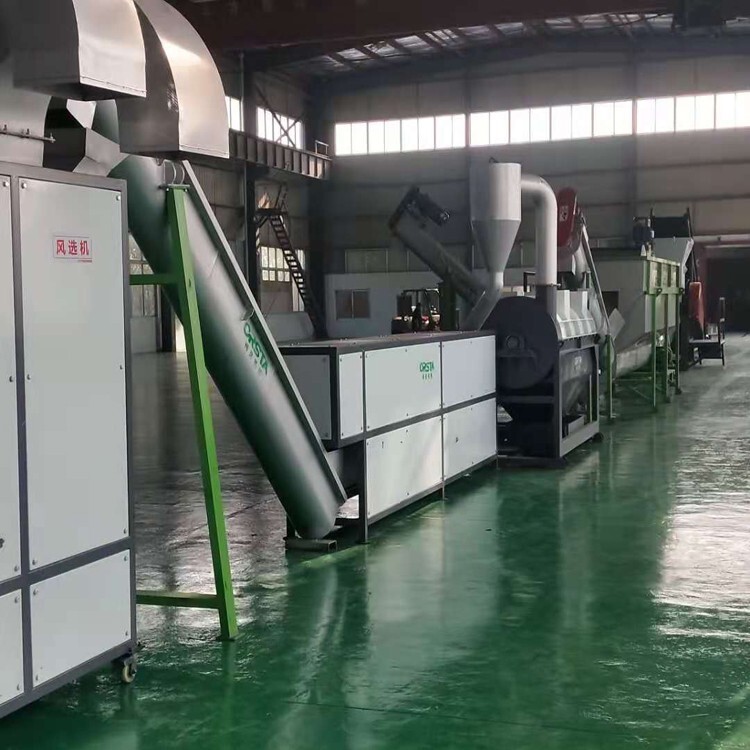
医疗级PP--我国目前聚丙烯(PP)工业的技术水平及生产能力与国外相比还存在一定的差距,主要是生产规模偏小、集约化程度低、产品档次和附加值低、市场竞争力差等。由于国内PP的消费量增长很快,而产量的增幅则相对较小,使得通用牌号树脂供不应求,因此存在片面追求产量、国内聚烯烃产品品种单调、仿制的低档产品多、中产品空白率高等缺点。根据世界PP技术的发展现状及趋势,今后我国PP工业的发展领域应主要集中在以下几个方面:(1)的丙烯聚合催化剂的研制技术。通过改进现有工业化催化剂,加强新型内外给电子体的开发,尽早完成工业化应用试验。3)加强聚合工艺研发。在消化吸收的基础上,国内已建成多套环管工艺PP生产装置...
医用级PP-PP聚丙烯是非极性结晶性塑料,大的结晶速度的温度范围为120-130℃,PP聚丙烯在加工成型工艺,大多数光泽较好,成型时树脂的流动性也非常好.而PP成型主要包括充模阶段、增密阶段、保压阶段和冷却阶段,每个阶段所需压力各有不同,熔体流动情况也有所不同.对于PP充模阶段应注意调整注塑压力和注射速率,使其配合得当,以控制剪切速率,使熔体在模腔推进过程中每点线速度接近一致.而增密阶段是注塑压力向模腔内传递并产生模腔压力的阶段,注塑压力决定模腔压力的大小,用相对偏高的压力注塑,熔体才能被压紧成一整体.特别是PP在注射成型的情况下要注意,成型时易用于高压注射,料温均匀,填充速率快,保压充分.不易用直接浇口,以防收缩不均,内应力增大.因PP成型收缩率大、刚性低,所以尺寸精度难于,模具内的冷却时间要足够长.PP容易产生缩痕和光泽不匀,所以图案设计要仔细.特别是制成皮革状是个好办法.