新款摇摆头五轴加工中心标准
-
面议
及时发货
交易保障
卖家承担邮费
五轴联动数控机床的优势
可一次性完成零件的五面加工,减小重复装夹次数,提高加工精度,节约时间。
对于复杂零件多次装夹需要重新寻找基准坐标,会影响加工的定位精度。用五轴联动机床一次定位后能完成全部加工。并高精完成复杂零件的一次加工。
可完成空间曲面的加工,减小对设计、加工工艺的限制,提高产品的整体性能。
特别是对叶轮等复杂曲面,由于三轴设备会与零件干涉。而使用五轴联动机床就能很好的避免。
利用刀轴可控性,让的侧刃切削,提率及表面质量,延长了寿命。
五轴机床可以灵活的调整与工件的角度,五轴机床可以采用侧刃切削,加工效率更高。同时减少的磨损。
在模加工中可对深腔,深槽进行加工,节约加工成本具。
缩短新产品研发周期。
对于试制的零件不适合大批量分工艺批量加工,用五轴机床能大幅缩短产品试制时画的时间。
五轴加工中心是高精率的自动化设备,是可以实现工件经过一次装夹来完成多道工序的加工,有效避免多次装夹对刀的误差,也可以提高加工效率。越是高精密的加工中心对安装坏境、温度、湿度、震动的要求越严格,都是需要考虑的,下面我们简单来说下五轴加工中心对安装地基的要求。
安装地基时一定要牢固,按照厂家出的具体地基图纸做地基,对于混凝土比较紧实的地面,如果足够厚实,可以直接按图纸进行地脚螺栓,比较松的地面,一定要按地基图重新开挖施工。并灌与足够厚度的混凝土,防止后期发生五轴加工中心的下沉,下降后床身会变形就没有精度了。做的地基尺寸不能小于五轴加工中心支撑面积的外形尺寸,地基混凝土施工厚度按国家标准。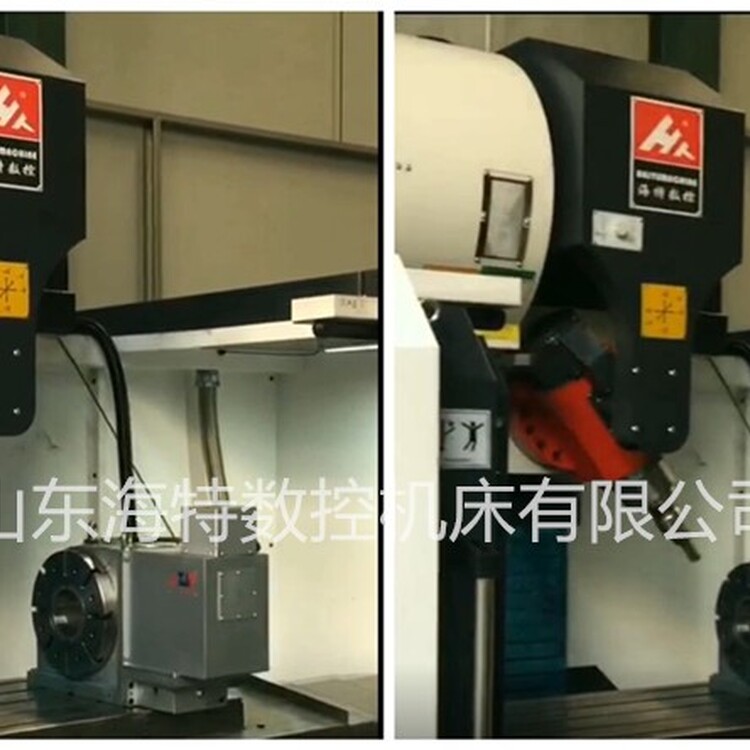
我们知道现在国内很多五轴数控机床和系统都属于假五轴,所谓假五轴,其实就是指不带RTCP功能的机床。真假五轴,既不是看长相也不是看五个轴是否联动,要知道假五轴也可以做五轴联动。真假五轴的区别主要在于其有没有五轴RTCP刀尖跟随功能,也就是说假五轴编程需要考虑主轴的摆长及旋转工作台的位置。这就意味着用假五轴数控系统和机床编程时,依靠CAM编程和后处理技术,事先规划好刀路。同样一个零件,机床换了或者刀具换了,都重新进行CAM编程和后处理。并且假五轴机床在装夹工件时需要工件在其工作台回转中心位置,对操作者来说,这意味着需要大量的装夹找正时间,且精度得不到。即使是做分度加工,假五轴也麻烦很多。而具备五轴联动RTCP刀尖跟随功能的加工中心只需要设置一个坐标系,只需要一次对刀,就可以完成加工。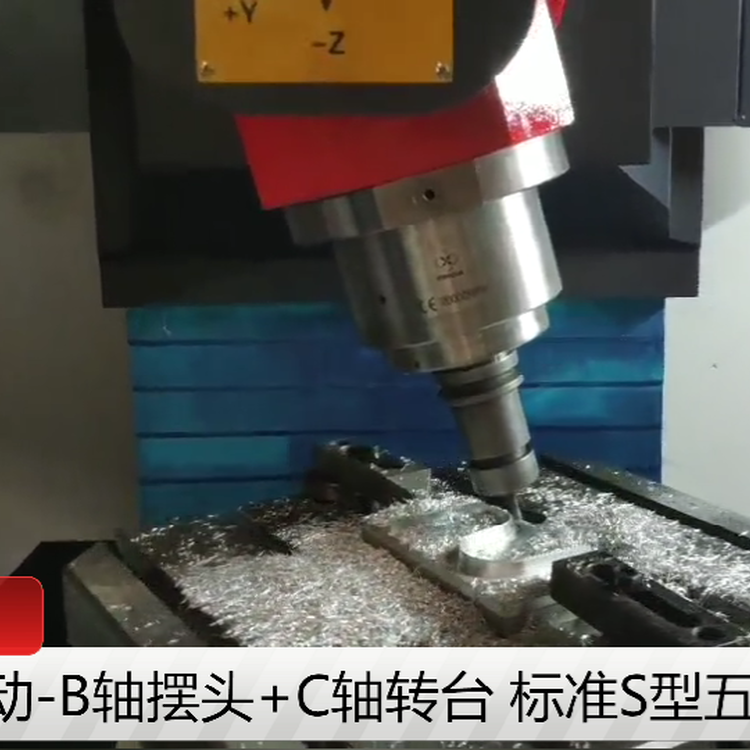
一般来说机床第4轴为A轴,第5轴为C轴。工件摆放在C轴转台上。当第4轴A轴旋转时,因为C轴安装在A轴上,所以C轴姿态也会受到影响。同理,对于我们放在转台上面的工件,如果我们对刀具中心切削编程的话,转动坐标的变化势必会导致直线轴X、Y、Z坐标的变化,产生一个相对的位移。而为了消除这一段位移,势必机床要对其进行补偿,RTCP刀尖跟随功能就是为了消除这个补偿而产生的功能。
对于有RTCP功能的机床,控制系统为保持刀具中心始终在被编程的位置上。在这种情况下,编程是立的,是与机床运动无关的编程。当您在机床上使用编程时,不用担心机床运动和刀具长度,您所需要考虑的只是刀具和工件之间的相对运动,余下的工作控制系统将为您完成,从而实现了更简洁、的加工
五轴加工中心不仅可以大大减少操作人员的劳动强度,还可以省去很多装夹过程,减少夹具使用,降低夹具成本。在复杂异面工件的加工领域中,五轴加工中心具有不可比拟的优势