盘形闸头TS215型山西洛阳桥阳矿山提升机盘型制动器
-
面议
及时发货
交易保障
卖家承担邮费
盘形制动闸的优点:
1、多幅制动闸同时作用、制动的可靠性高
2、用电液调压装置来调节制动力矩,操作方便可调性好
3、可实现二级制动、惯性小、动作快、适应性强、重量轻、外形尺寸小

TS215盘形制动器、绞车盘形闸、提升机制动装置
矿用提升绞车盘型制动器是绞车的一类配件,平时起到刹车作用,闸板是磨损程度较厉害,也是的配件之一;我们平时也称作抱闸、刹车头、以及零部件闸板。盘型制动器分为单层和双层,分别是4.0T和6.3T,较大的一种为三层和四层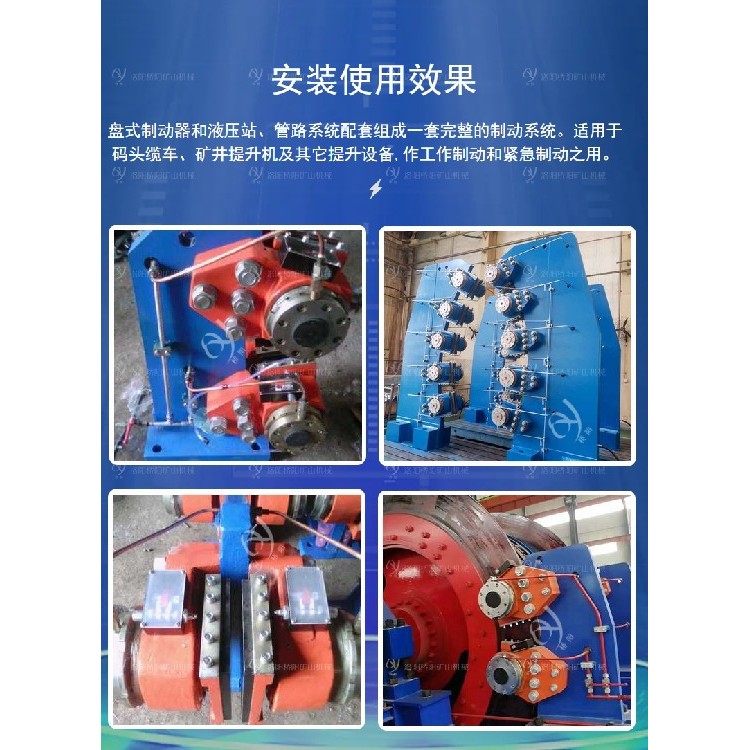
由于提升机制动中盘形制动器应用中,其主要敌障都是由正压力与综合阻力导致的,因此盘形制动器应用的实际优化中,需要着重控制正压力的变化与减小综合阻力。需要定期检查制动器元件的运作状态,予以充分的养护,及时更换制动器液压元件、闸瓦等:应当着重调整盘形制动器的残压值、闸瓦间隙与油压值等数值,避免其影响制动器制动力矩,造成正压力的异常变化:需要定期检验盘形制动器元件的实际运行于综合阻力情况,还需要及时清理污物与杂质,定期灌注润滑油保持各元件的运行顺畅:后应当加强检验维护电控系统的运行状态,实时监控制动器的运作状态,盘形制动器运行故障时能够及时予以相应的处理,提升故障处理效率。

在使用盘型制动器的过程中应加强盘形制动器闸间隙与制动力矩、蝶形弹黄疲劳的监测对提高盘形制动器的可靠性。提升机间瓦间隙监测系统结合了PLC可编程控制与液压技术,对制动力矩空动时间和减速器润滑油压或液压站油温等采用非接触式位移传感器测出闸瓦间隙值或偏摆进行监测。通过压力传感器对对液压站开闸和闸压力及残压进行实时监测来识别各种故障。

盘式制动器是靠碟形弹簧产生制动力,用油压解除制动,制动力沿轴向作用的制动器。盘式制动器和液压站、管路系统配套组成一套完整的制动系统。适用于码头缆车、矿井提升机及其它提升设备,作工作制动和平安制动之用。其制动力大小、使用维护、制动力调整对整个提升系统平安运行都具有重大的影响,安装、使用单位予以重视,确保运行平安。
盘式制动器具有以下特点:
1、制动力矩具有良好的可调性;
2、惯性小,动作快;
3、可靠性高;
4、通用性好,盘式制动器有很多零件是通用的,并且不同的矿井提升机可配不同数量一样
型号的盘式制动器;
5、构造简单、维修调整方便。

制动块(1)嵌合在滑套
(5)的燕尾槽中,并用压板(2)、螺钉(3)将其固定。键(28)防正滑套(5)转动。转动放气螺钉(19),可排出油缸中的存留气体,以盘形闸能灵活地工作。盘形闸在密封件允许泄漏*围内,可能有微量的内泄,虽内泄油可起润滑滑套(5)与支架(9)的作用,但时间较长时,
内泄油可能存留过多,因此应定期从螺塞(22)处排放内泄油液。
如上所述,盘式制动器的工作原理是油压松闸,弹簧力制动。当油腔Y通入压力油时,碟形弹簧组(3)被压缩,随着油压P的升高,碟形弹簧组(3)被压缩并贮存弹簧力F,且弹簧力F越来越大,制动块离开闸盘的间隙随之增大,此时盘形制动器处于松闸状态,
盘型制动器的安装与调整:
在安装就位前应将制动器限位开关调整螺钉调整到短位置或暂时整体拆下,待制动器调整好后再进展复原和调整,以免调整闸间隙时(闸油缸充油时)将限位开关压坏。
1、盘式制动器的安装要求
1)、闸瓦的两个大平面应刮平,按其装配图进展装配,并使闸瓦与滑套贴合面完全贴合,
以确保闸瓦与闸盘各处间的压力均匀。
2)、盘式制动器的油管、盘形闸油缸及油道、活塞等应干净,外表不得存在碰伤等。
3)、检查闸盘端面偏摆量,其值不得大于设计图纸要求。
4)、同一个盘式制动器的支座两侧面与制动盘的制动面距离的偏差△H不得大于0.5mm,
制动器支座两侧面与制动盘的制动面不平行度不得大于0.2mm。
5)、各盘式制动器的制动油缸对称中心线水平面与主轴轴线应在同一水平面内,其偏差
△2不得大于±3毫米。
6)、在闸瓦与制动盘全接触的情况下,实际的平均磨擦半径R实不得小于设计的平均磨擦
半径R8。
7)、制动器支座与制动盘外缘的间隙C不得小于5毫米。

2、盘式制动器的安装程序
1)在盘式制动器安装前,对制动器与液压站、油路管道、制动器的油管、盘形闸的油缸及油道、活塞等进展仔细清洗,不允许油路系统中有金属粒、杂质等存在,并防正油缸各滑动外表碰伤。
2)、盘式制动器与液压站的联接油管、接着等用20%的盐酸溶液洗涤,然后用30%的石灰水冲洗,后用清水洗净,枯燥后涂上清洁的相应的液压油后才能安装和使用。
3)、油管、管接头焊接后或更换新的油管时,应按上一条款的方法处理后才能安装使用。
4)、清洗制动盘,使制动盘的制动面显出金属光泽后吹干除尽清洗剂,任何油污和防锈剂都将大大减少制动力矩。
5)将盘形闸(7)结实地把在支座(10)上,用力矩扳手检查盘形闸(7)与支底(10)连接螺栓,并拧紧到图纸所要求的力矩为止。将整个装置安装就位并应符合安装规*及相关要求后,拧上地脚螺栓,但不要拧死。
6)、将各盘式制动器装置接上相应油管,使盘式制动器与液压站相连。
7)、如(图2),将其后部碟形弹簧预压螺栓(27)完全拧紧,确保碟形弹簧预压力,否那么
制动力将大大降低,影响制动性能。
8)、闸间隙的调整(详见后边调整部份)。
9)、降低油压到残压使制动块(1)紧紧抱住闸盘,并反复动作三次以上检查安装位置是否正
确,并做相应调整。(如:支底与垫板的接触程度等。)
10)、拧紧地脚螺栓并检查安装位置是否变化,如有变化要查明原因并重新调整。
11)、安装好后将垫铁组各垫板点焊在一起,然后二次灌浆。
12)、负荷试验:工作制动、紧急制动、二级制动、提升、下放减速度等试验均按提升机、液压站使用说明书进展。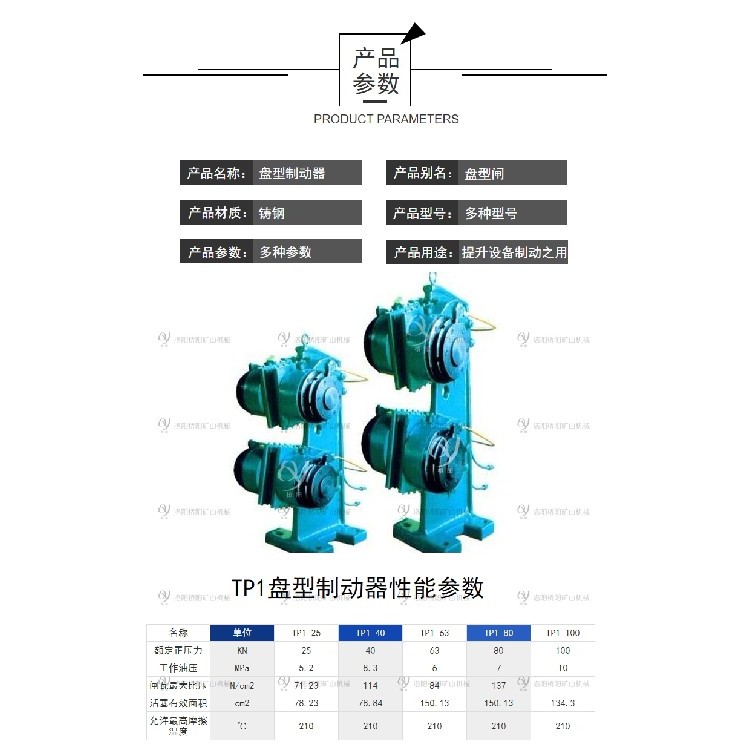
盘型制动器的调整
4.4.1.1将制动器与液压系统相连,液压系统正常工作后,调整制动盘与制动闸瓦间隙在1~1.5mm。调整时,一副制动器的两个闸瓦应同时调整。调整好后,应进行试运转,并重新测量其间隙,如有变化应进一步调整。
4.4.1.2闸瓦间隙调整好后,系统突然断电,观察制动器闸瓦是否能立刻贴到制动面上,如达不到要求应重新检查,直到调整正常为止。
4.4.2盘型制动器的安装调试要求
4.4.2.1各制动器的制动缸对称中心线水平面与主轴轴心线应在同一水平面内,其偏差△不得大于±3mm。
4.4.2.2在闸瓦与制动盘全接触的情况下,实际的平均摩擦半径不得小于设计的平均摩擦半径。
4.4.2.3支架两侧面与闸盘两侧面的不平行度不大于0.2mm(中心平面)。
4.4.2.4闸瓦粗糙度不大于Ra3.2um,偏摆不大于0.5mm。
4.4.2.5同一副制动器的支架断面与制动盘中心线距离偏差不大于
±0.5mm。制动器的支架端面与制动盘的中心平面的平行度误差不得大于0.2mm。
4.4.2.6同一副制动盘两闸瓦工作面的平行度不应超过0.5 mm。
4.4.2.7闸盘与闸瓦的接触面积大于60%,为闸瓦接触面积以减少贴摩时间,并闸瓦与制动液压缸中心安装后垂直,应先将闸瓦取下,以衬板为基准刨削闸瓦,直到刨平,再装配到制动器上。
4.4.2.8装配好的制动器小心地吊到各个已找正好的垫板上,穿上地脚螺栓,但螺母不要拧紧,由液压站向制动器充油,各制动器开始制动使各闸座在正压力的作用下移到正确位置。再重复动作2~3次观察各闸座有无偏移。若无变形就可以将地脚螺栓的螺母拧死,进行二次灌浆,将垫板灌在水泥沙浆中,闸座不要灌死,以便大修时取出。