切削液集中供配液
-
面议
及时发货
交易保障
卖家承担邮费
与单机循环系统相比,集中过滤的性表现在以下几个方面:
1、过滤精度容易控制。
2、容易实现自动控制。
3、便于管理添加切削液时点数少,可以减少切削液管理人员,废切削液可以集中处理,环境污染小;排出的铁屑集中,便于运输处理,切削液的使用情况可以集中检测。
一、切削液集中供液净化系统设计主要特点
1.通过自动化控制实现切削液自动监测,如PH值、电导率、温度、浓度等;
2.自动供液和自动回液、自动过滤实现无人值守;
3.设备自动控制,通过PLC完成进料、过滤、冲洗等工艺过程的自动运行与维护的完成,允许现场紧急停机。在系统运行过程中,通过手动阀门完成系统参数的设置;
4.膜材料及辅助设备材料均选用耐受料液腐蚀的材料,密封件选用聚四氟乙烯;
5.设备制作紧凑美观,布局合理,占地面积小;
6.技术,运行成本低;
7.操作、维护简单,全机智能化控制,触屏界面;
8.可使切削液降低并杀死特定细菌,并可有效除臭;
9.保护操作者,降低切削液对人体健康之危害;
10.延长切削液使用时间,增加刀具寿命;
11.快速收集水箱中的废油,并的做到油水分离;
12.全自动配液,无需人工参与;
13.切削液自动恒温(20-25℃)。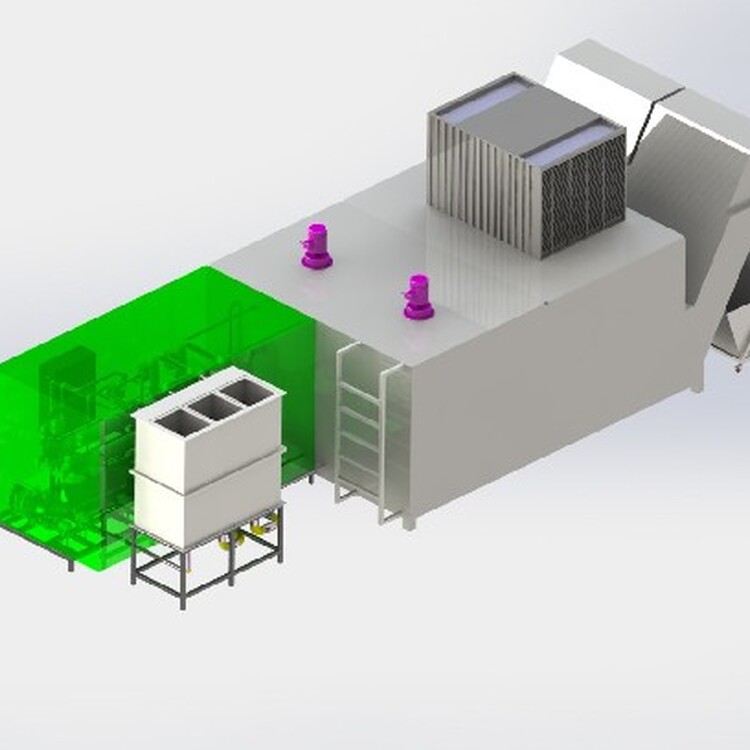
集中供液净化系统配备自动配液组件用于系统加液和补液。为确保系统乳化液的质量,避免人工配置乳化液造成的乳化液浓度不一,有效延长乳化液的使用寿命,在乳化液过滤系统内设置乳化液浓度自动配置站。自动配置站由油箱、自动混液管、供液原水管路等几部分组成。配液中心的工作介质是新鲜工业原水,取自新鲜水箱,油箱由中心油库供给可混水冷却润滑剂。可混水冷却润滑剂不得进入新鲜输水管。在初始配置时,需从检查口取样测试配置浓度,不断调整混液管上部的调整螺钉,直到得到合适的浓度然后关闭检测口,打开配液口,开始自动加液。