赞扬塑料注射成型机,立式数据线注塑机租赁
-
¥8888.00
及时发货
交易保障
卖家承担邮费
电气控制系统电气控制系统与液压系统合理配合,可实现注射机的工艺过程要求(压力、温度、速度、时间)和各种程序动作。主要由电器、电子元件、仪表、加热器、传感器等组成。一般有四种控制方式,手动、半自动、全自动、调整。
加热/冷却系统加热系统是用来加热料筒及注射喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温加以控制。另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
润滑系统润滑系统是注塑机的动模板、调模装置、连杆机铰等处有相对运动的部位提供润滑条件的回路,以便减少能耗和提高零件寿命,润滑可以是定期的手动润滑,也可以是自动电动润滑
C型注塑机系列:该机立式锁模,卧式射胶因无导柱,因锁模部位成一个英文字母"C"字而得名。该机结构复杂,具有超大的射胶量,因无导柱作业区域宽广,主要适合于从事各类安规电源插头注塑成型,如法国头、美式插头、英国插头等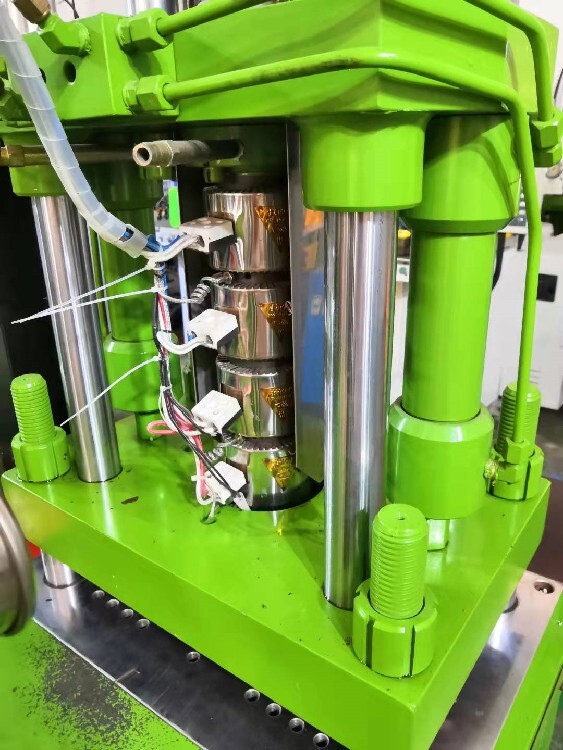
准备工作
折叠2、操作
2.1、装模:将移模机构推至高位,塑料模装在移动模板上,旋下固定模板,校正塑料模上模和固定模板并将螺旋拧紧,将塑料模下模紧固于移动模板上,运行移模机构,检查模具位置是否正确。
2.2、料筒加热:接通电器控制箱的电热开关,在料筒内加入塑料,充分加热使塑料熔化。
2.3、注塑操作:接通电磁阀8使移模机构上升与塑料模具闭合,接通电磁阀6将注射柱塞压入料筒进行注塑。注塑完毕后接通电磁阀6将注射柱塞压退出料筒,接通电磁阀8使移模机构下降后,可将塑料模具开启脱模。
维护与保养
3.1、检查液压油的储油情况是否充足,不足时应及时补充,用油应经常保持洁净。
3.2、润滑点按规定定期加油润滑,定期清洗滤油器。保持机器周围清洁,不得使污物进入油箱。
3.3、使用后应将机器上的污物擦净,光滑表面应涂油
3.4、定期检查电器部分,清除污物、油灰尘,保持电气触头清洁,经常清除接头上的污物和灰尘。
注塑机在长期大量的维修.维护工作中,积累了丰富的经验常见问题
锁模部分故障
(一):不锁模处理方法:
1):检查安全门前行程开关,并修复。
2):检查电箱内24V5A电源,换保险及电源盒。
3):检查阀芯是否卡住,清洗阀芯。
4):检查I/O板是否有输出,电磁阀是否带电。
5):检查液压安全开关是否压合,机械锁杆挡板是否打开。
等几秒钟才开模处理方法:
1):起动速度慢,检查螺丝阻尼是否过大,调小螺丝阻尼孔。
2):阻尼螺丝钉中间孔太大,检查Y孔螺丝阻尼是否过大,换中心孔细的阻尼钉。
(四):开锁模爬行处理方法:
1):二板导轨及哥林柱磨损大,检查二板导轨及哥林柱,更换二板铜套,哥林柱,加注润滑油。
2):开锁模速度压力调整不当,设定流量20,压力99时锁模二板不应爬行,调节流量比例阀孔,或先导阀孔,调整比例阀线性电流值。
3):管道及油缸中有空气,排气。