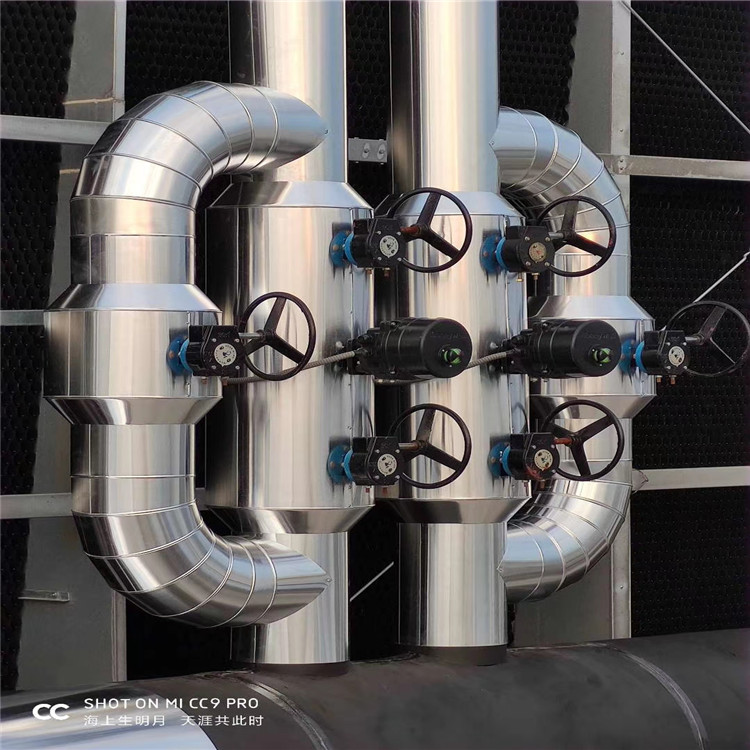
铝皮保温防止热损失,防止结冰,防止烫伤。防止在设备和管道中结冰。防止发生火灾,提高耐火性能。降低热损失。铝皮保温设备改善了劳动条件,确保了操作人员的安全。在运输过程中,防止介质温度下降。防止蒸发损失。铝皮保温用于防止设备和管道中的液态结冰,防止气体凝结,防火,改善耐火绝缘性。降低热损失,设备或管道外表结。铝皮保温设备改善了劳动条件,确保了操作人员的安全。
第三:准备镀锌铁丝。这种镀锌铁丝应光滑、圆形、无断裂;第四是准备施工机械,并进行测试。这些施工机械中有许多,如电钻、滚圆机和联合角切割机,以及折叠机、线机和切割机。它还包括手动钳、铆钉枪和铁剪刀。
根据各部位设计的保温厚度焊接保温钩钉和外护板生根件,保温钉焊接要求垂直作业面,焊接牢固、保温钉错列布设挂线确定焊接位置,保温钩钉每平方米不得少于10个。
外护板支撑角钢( 30x30x3 mm )上下间距为1000mm左右,左右方向间距为600mm左右,要求双面焊接牢固,垂直部件和外护板,外护板连接角钢与支撑角钢间焊接牢固,焊肉≤5mm外护板生根骨架要准确,垂直、平整、水平要求误差+5mm ;用弯尺和线坠、水平尺等检验。
保温施工中层间错缝、压缝,错缝距离s150mm ,拼缝应严密平整,无露缝现象,尤其交角部位的保温更应错好缝,相互搭接;加强筋、人孔们、平台、等处的保温层按该原则处理好,错缝压缝合理,不能影响]的开启和设备(2)保温施工要求
1) 保温支撑件施工
1保温处焊接保温承重支撑件和防雨沿的工作应在在防腐层施工前进行。
2在距离储罐底部100mm处焊道保温支撑圈,依次向上,每间隔1.7m焊接1组承重圈。
3保温支撑圈焊接结构为先在储罐外壁每个保温支撑圈对应位置均匀焊-组50x50x5角钢支撑,角钢支撑沿着承重圈处储罐外壁均匀分布,之后钢支撑上焊接-圈50x50x5的角钢,角钢- -边向上。
保温支撑圈不得做成整体结构,应分成若干段,安装时每段之间应留有15mm的间隙。
4储罐.上部应焊接一圈防雨沿,盖于保温层上,防水沿用δ =3mm、宽度150mm的钢板连续焊于罐壁上,与罐壁成45°角。
5支撑件和防雨沿与储罐的外壁之间应满焊。详细保温支撑结构

需要现场加工的外护板要求准确,先用记号笔放线,确定无误后再用切割机切割,要求误差+3mm ,外表美观,外护板板间铆固用φ5x 14抽芯铆钉铆固,板与连接角钢间连接用自攻自钻螺钉ST5.5x25铆固,铆钉间距250mm ,要求吊线、放线铆钉位置,间距误差+2mm。电钻钻孔,垂直作业面,并在打孔前确定好位置,防止滑动破坏护板面层。
然而在实际的操作过程当中,我们不仅需要按照以上几个步骤进行操作,同时还需要遵循在施工过程当中的各项规章制度,以及一些安全方面的制度,在机器的使用过程当中也需要格外注意安全,这样才能够顺利的完成蒸汽管道铁皮保温施工工作。这样大家应该对相应的施工工艺和流程有所了解,如果对这个面非常的感兴趣,那就赶快付出实际行动吧,从而大大提升整体性的保温效果!
所有连接角板,加工制作根据实际位置好尺后进行,防止材料浪费和与实际不符,影响安装质量和外表I艺,外护板安装做到上搭下、侧压底,防水、防风,安装外护板时挂线、吊线进行,水平和垂直,防止护板倾斜影响外观质量,所有人孔门四周按图用防雨框进行防水处理。外护板在加工、运输、安装过程中,要轻拿轻放,防止变形、划伤,影响外观质量,用软绳绑扎吊装,防止捆扎磨损。