怀柔销售挤塑板供应商
-
面议
及时发货
交易保障
卖家承担邮费
挤塑板的生产工艺包括以下方面:通用级聚苯乙烯与成核剂、助燃剂等通过喂料机进入级塑料挤出机,在挤塑机内充分塑化后再注入发泡剂(目前常用的是氟利昂,环保型的二氧化碳发泡剂也在逐步推广中),发泡剂在第二级挤出机中与其他原料充分混合和冷却后通过模具挤出,在模具挤出后压力迅速释放,被塑料包裹的发泡剂迅速膨胀形成密闭的泡孔,在泡孔的作用下聚苯乙烯塑料形成了有蜂窝状密闭泡孔的发泡板。再经过定型牵引机将板材定型为所需的厚度和宽度,经过切割成型即可。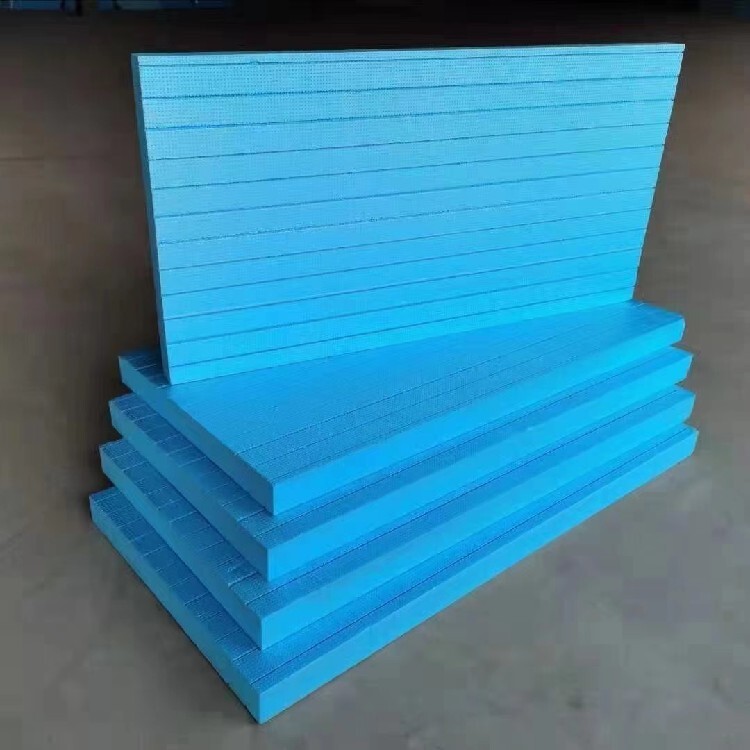
厚度为2-10公分的挤塑板,一般是在建筑物外墙表面用特制粘结胶粘结到基层上,外侧用阻燃玻璃纤维网及水泥粘结胶浆保护层“天衣无缝”地裹上一层,形成外墙保温体系。也就是说,很多在建楼房都是用挤塑板保温、隔热,从头到尾都穿了一层轻型“保温大衣”。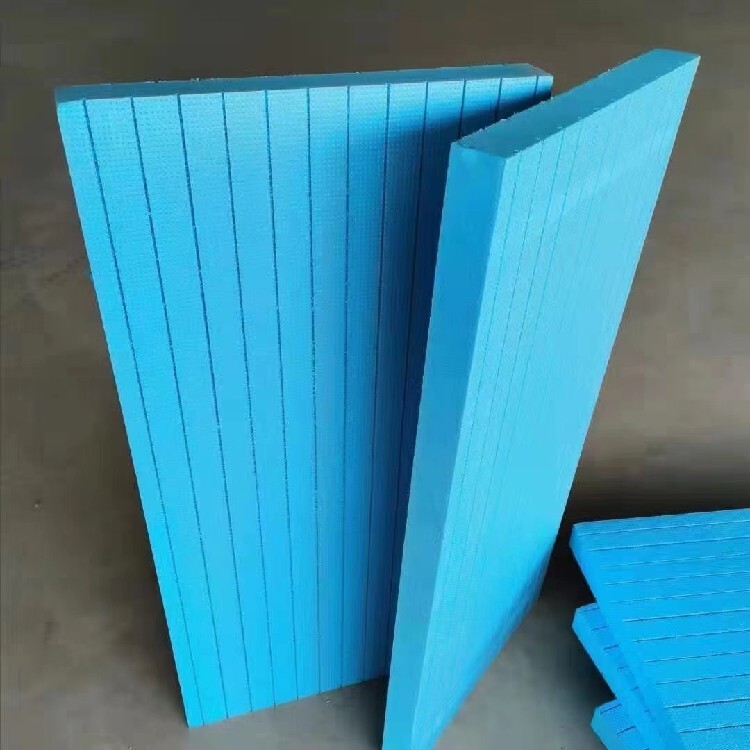
普板和阻燃板的大区别是有没有添加阻燃剂,重量稍轻:阻燃板每方32公斤以上,普板只有28-31公斤左右。“阻燃剂的价格很高,阻燃板的成本因此也大幅度提高。”没加阻燃剂的普板阻燃效果不好,甚至可以说阻燃率为零。这种板子的价位比较便宜,每立方340元;有多种规格,2公分到10公分等多种型号,其价格不一样。阻燃板分B1、B2级,详见GB8624-1997(老标准),阻燃板对生产技术要求高,阻燃效果好,能有效保障施工安全,减少工程风险和损失。
配置粘结剂:
1)将5份(重量比)干混砂浆倒入干净的塑料桶,加入1份净水,应边加水边搅拌,然后用手持式电动搅拌器搅拌5分钟,直到搅拌均匀,且稠度适中为止。
2)将配置的粘结剂静置5分钟,在搅拌即可使用,配置好的粘结剂宜在1小时内用完。
3)粘结剂的配置只准许加入净水,不得加入其他添加物(剂)。
变形缝、界格缝处施工:
1)墙身变形缝的金属盖缝板应在挤塑板粘贴前按设计定位并与基层墙体固定牢固。
2)在金属盖缝板与挤塑板相接处及界格缝处填塞发炮聚乙烯实心圆棒,其直径应为缝宽的1.3倍,分两次嵌入密封膏,深度为缝宽的50—70%
3)密封膏的施工应注意不要污染两边挤塑板面层。
基本项目:
1)每块挤塑板与基层面的总粘贴面积为30—50%
2)固定件胀塞部分进入结构墙体不小于50。
3)挤塑板碰头缝不抹粘接剂。
4)网格布应横向铺贴,压粘密实,不能有空鼓、皱褶、翘边、外露等现象,水平方向搭接宽度不小于100,垂直方向搭接宽度不小于80。
5)聚合物砂浆厚度不宜大于4,首层不大于5。