论哪种规格,哪种类型的自冲铆钉其作用都是用于连接两层或两种以上金属板材的自冲铆接冷连接技术。自冲铆钉穿透顶层板材之后,在铆模的作用下铆钉尾部的中空结构在下层的板件中扩张,形成喇叭口,从而形成牢固的镶嵌铆接点
近年来在汽车制造工业中“轻量化”已成为发展的趋势,车身变轻对于整车的燃油经济性、车辆控制稳定性、碰撞安全性等方面都有很大的益处。实现轻量化的关键在于“多材料结构”的设计,即在车身不同的位置使用不同的材料。铝合金凭借其低密度、高强度、耐蚀性等性能,得到了汽车制造商的青睐,并在车身设计制造中得到了广泛的应用。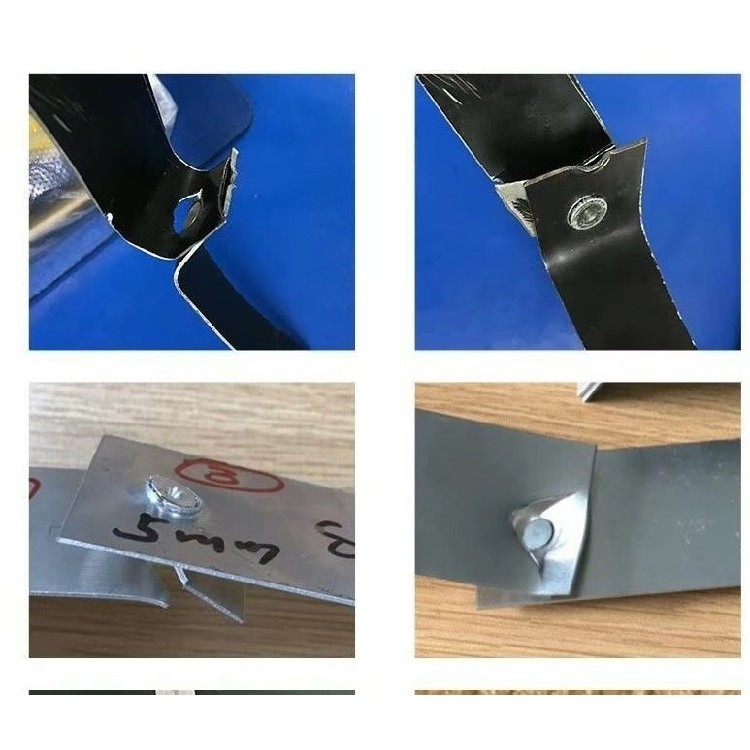
目前,SPR技术已成为欧美车型制造中的关键连接技术之一,并且成熟应用于宝马、奥迪、沃尔沃和美洲虎等汽车的铝钢混合车身连接中,其中美洲虎铝制车身连接中SPR铆钉的使用已达3000多个。

了使SPR工艺得到更广泛的应用,在此针对已有的国内外SPR工艺技术的研究现状进行归纳、总结,提出未来SPR工艺研究发展的趋势。
1SPR工艺过程及特点
1.1SPR工艺简介SPR
SPR工艺是通过液压缸或伺服电机提供动力将铆钉直接压入待铆接板材,待铆接板材在铆钉的压力作用下与铆钉发生塑性变形,成形后充盈于铆模之中,从而形成稳定连接的一种全新的板材连接技术。
据铆钉的形状,SPR自冲铆接工艺可以分为:无铆钉自冲铆接、实心铆钉自冲铆接、半空心铆钉自冲铆接。在汽车车身连接中,既要考虑连接静强度和疲劳强度又要考虑车身轻量化,因此大多数汽车生产企业选择将半空心铆钉自冲铆接工艺应用于轻量化汽车车身薄板的装配。在此主要介绍半空心铆钉自冲铆接工艺。

过优化铆接过程中工艺参数,理论上可以得到需要的接头质量和连接强度。关于工艺参数的研究主要包括:铆钉腿部直径和长度、凹模直径和凸台高度、板材强度和排列顺序、冲压载荷和速度等对接头质量和连接强度的影响。自冲铆接工艺试验影响因素众多、难以量化,相关文献构建了自冲铆接工艺参数的评价指标体系,建立了比较矩阵,确定了各项评价指标的权重。并采用试验数据验证评价方法的正确性,得出自冲铆接工艺参数重要度排序。
铆接接头截面形貌如图3所示。其中,底切量、底部厚度和剩余厚度是评价铆接质量和连接强度的主要评价参数。底切量是指铆接完成后,铆钉腿部外边缘到被铆钉剪断的上层板的下边缘点的水平距离。底切量越大,铆钉腿部嵌入下层板越深,铆钉与下层板所形成的机械互锁程度越高,铆钉接头的连接强度就越高。底部厚度是指铆钉腿部到下层板底部的轴向厚度。剩余厚度为铆钉腿部内侧下层板薄处的厚度。底部厚度和剩余厚度用来评价下层板在铆接后的强度和密封效果,数值过小说明下层板强度不足,可能会产生裂纹。