中山二板长飞亚注塑机厂家电话
-
面议
及时发货
交易保障
卖家承担邮费
注塑机加热系统特点:储料筒和柱塞筒:380V电压,陶瓷加热圈,保温性能好,寿命长,性高。喷嘴液压阀门的加温:采用国际加热棒,从前体内部发热。相的加热板设计,热接触面积大(积接触),热传递,升温快50%以上,有效解决开机准备时间长(主要是加热时间长)的问题,且寿命长。
注塑机合模机构特点:采用三模板、机铰合模机构;主要受力零件全部经过UG有限元分析,受力均匀; 大斜排角设计、箱式模板设计,合模机构刚性好,所需开模力小,开合模运行快速稳;移动模板静压支撑设计,承载能力大;模板、十字头、机架等主关零部件全部由公司自有的数控大型加工设备加工,确保加工精度。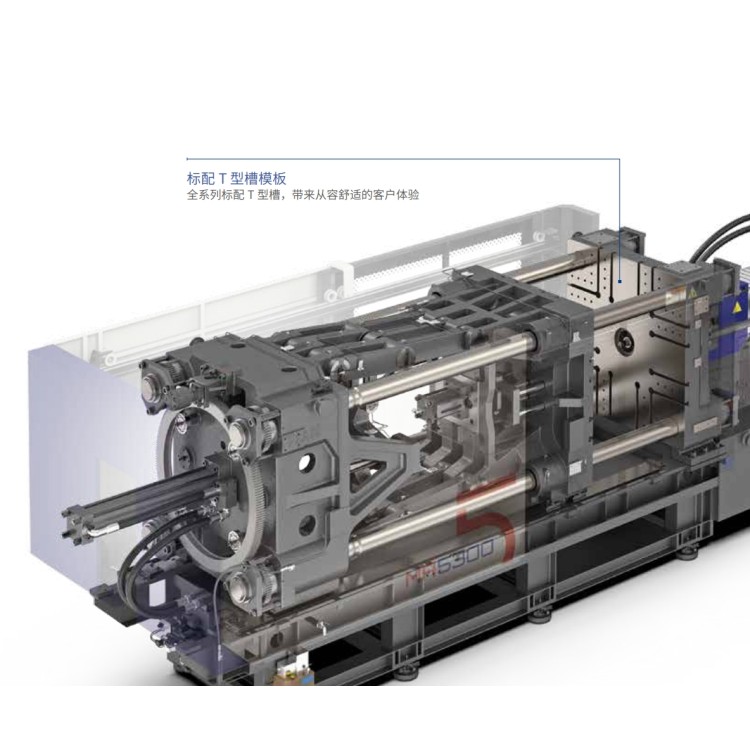
注塑机移门单边加宽,适合长行程抽芯模具的安装使用;移门使用钢化玻璃,外观整洁美观,容易清洁保养,用化、永远透明;配置取件操作台;
注塑机ACS自适应合模系统:
注塑机设备开模精度高自适应零间隙,解决平行度拉杆偏差,有效提高制品成型品质和保护模具启闭。合模机构作为注塑成型设备关键部件之一,主要作用是实现模具启闭、锁紧和制品顶出,其锁模性能直接影响到成型制品的质量,而传统合模机构存在的问题表现为传递到模具上的锁模力不均匀(两端大,中间小)整体偏大,模具上压力不均匀,容易造成排气不良,长期锁模力不均匀不利于保护模具。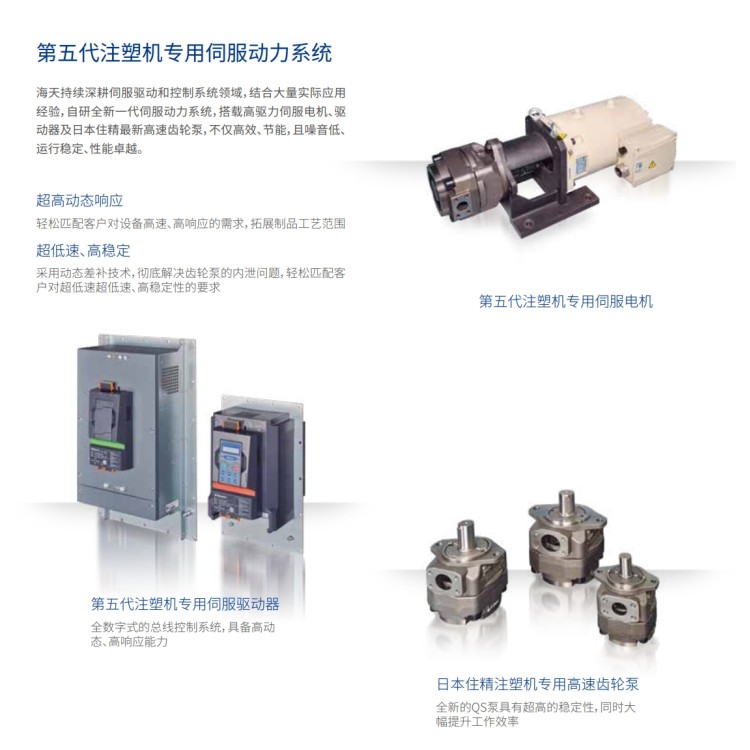
注塑机操作注意事项:
1、爱护机器,禁止野蛮操作!不得随意攀爬,翻越机台;
2、作好设备每日点检和日常保养作业,发现异常及时解决;
3、禁运用钢铁类东西触摸模具型腔外表和敲打模具!如需求进行此类操作时,应运用紫铜类软质东西;如需对型腔进行触摸时,应由人员进行操作;
4、禁止在模具开着的情况下,操作座进动作冲击定模;
5、操作完成后随时记住关上安全防护门(包括前后门);
6、机器在运转过程中禁止把头伸入开着的模具中间,例如手动取件、修理模具时;
7、座退射料时有必要关上安全防护罩,尽量远离射嘴;不得用手直接捏拿刚射出的新料;
8、修理机台和模具时应封闭机器马达和相对应的电源,并作好防护办法。
注塑机温升过高会导致部件工作质量变差,油中溶解空气逸出,产生气穴,致使液压系统工作性能降低。 液压系统的理想工作温度应介乎45度-50度之间,原因是液压系统是依据一选定的压力油粘度而设计,但粘度会随着油温的高低而变化,进而影响系统中工作元件,如油缸、液压阀等,使控制精度和响应灵敏度降低,对于精密机的情况尤甚。同时温度过高亦会加速密封件的老化令其硬化、碎裂;温度过低则加工能量消耗大,使运转速度降低。因此密切注意液压油的工作温度是十分必要的。油温过高的原因多样,但多归于油路故障或冷却系统的失效等。