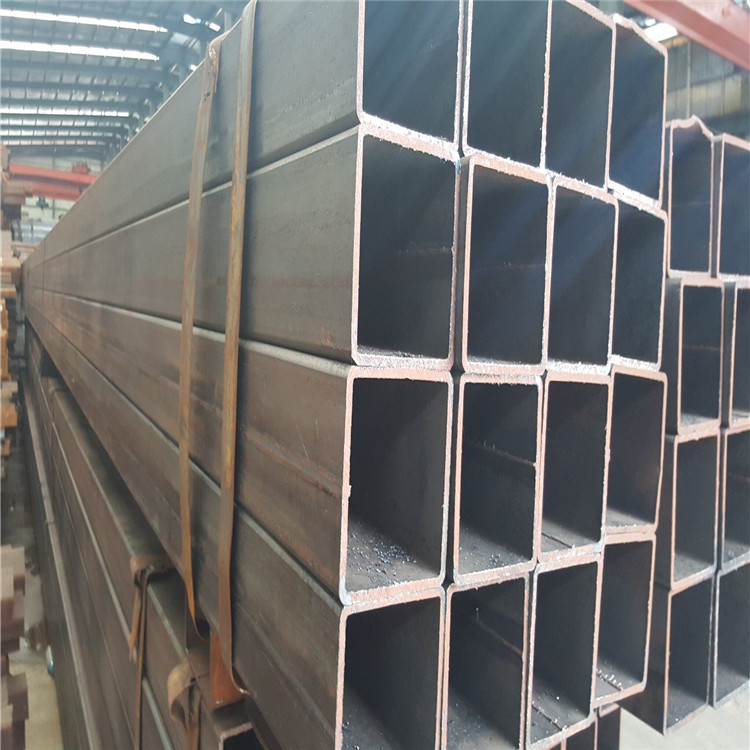
万州Q355B厚壁方矩管120x100x8装饰方矩管壁厚均匀
-
≥50吨¥4150.00
-
1-50吨¥4150.00
及时发货
交易保障
卖家承担邮费
万州Q355B厚壁方矩管 120x100x8装饰方矩管 壁厚均匀
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。
由于我国引进国外方管生产线历史不长,且还未被广大国人所了知,所涉及范围和覆盖面还不是很大,说我国幅员辽阔,拥有此设备的厂家还只能算是九牛一毛,如江阴三本科技等。随着时间的推移,这种施工模式肯定会有改变,的商品化方管终究会替代陈旧落后的半手工方管制作。镀锌方管从生产工艺上是分为热镀锌方管和冷镀锌方管的。正是由于这两种镀锌方管的加工不相同也就造就了它们很多不同的物理和化学性质。总的来说它们在强度、韧性和机械性能方面都有很多的区别。
温度过高会导致富氏体和弱磁性的硅酸铁的生成,温度愈高生成量愈多。选择中性焙烧气氛,固定焙烧时间为8min,考查了焙烧温度对焙烧指标的影响,可见,焙烧8min的条件下,以85℃的焙烧温度下获得的焙烧指标较好,弱磁选精矿产率为44.93%,品位为TFe55.94%,金属回收率为68.92%。当焙烧温度达到1℃时,尾矿品位大幅度升高,铁的回收率大幅度下降,属于明显的过烧特征。不同矿层厚度焙烧试验在85℃焙烧温度与8min焙烧时间的条件下,考查了不同焙烧矿层厚度对指标的影响,试验结果见表7。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。

方管有无缝和焊缝之分,无缝方管是将无缝圆管挤压成型而成。1.方管的性能指数分析-塑性塑性是指金属材料在载荷作用下,产生塑性变形(变形)而不的能力。2.方管的性能指数分析-硬度硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是硬度法,它是用一定几何形状的压头在一定载荷下被测试的金属材料表面,根据被程度来测定其硬度值。
中厚板的冷态可成形性与材料的屈服强度和伸长率有直接关系。屈服强度值愈低,产生变形所需的应力愈小;伸长率值愈高,高的延展性可以允许承受大的变形量而不致断裂。对用于建筑结构、桥梁及机械结构件的钢板,为防止构件断裂,要求钢板材料具有特点的抗拉强度,而为防止构件变形,又要求钢板材料具有一定的屈服强度,因此对这类用途的钢材都要求规定抗拉强度、屈服强度的值或范围值。对用于承受冲击负荷变形,船舶、桥梁、石油、天然气管线用钢板,为防止其使用中发生脆性断裂,又要求其具有一定足够高的冲击韧性-冲击功值。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
万州Q355B厚壁方矩管 120x100x8装饰方矩管 壁厚均匀
根据数控机床各轴的精度状况,利用螺距误差自动补偿功能和反向间隙补偿功能,合理地选择分配各轴补偿点,使数控机床达到精度状态,并大大提高了检测机床精度的效率。精度是数控机床的一个重要指标。尽管在用户购选时可以尽量挑选精度高误差小的机床,但是随着设备投入使用时间越长,设备磨损越厉害,造成机床的误差越来越大,这对加工和生产的零件有着致命的影响。采用以上方法对机床各坐标轴的反向偏差、精度进行准确测量和补偿,可以很好地减小或消除反向偏差对机床精度的不利影响,提高机床的精度,使机床处于精度状态,从而零件的加工质量。4壁的连接过急管壁的连接处无过渡设计,即壁厚突然加厚(由1.5mm/单边越到14mm/单边),导致铸件各部分的冷却速度不同,致使铸件各部分的温度不同,抗形变能力也就不同,热节部位将产生集中变形。总之,铸件各部分的连接越不平缓,铸件的温度分部就越不均匀,热节集中变形就越严重,产生热裂的可能性就越大。综上所述,此精铸管件存在的主要问题有:欠浇、缩孔(松)、壁厚超差、壳变、气孔等铸造缺陷(见图图5)。因分析3.1欠浇液态金属的充型能力(液态金属充满型腔,获得形状完整、轮廓清晰的能力,称为液态金属充填铸型的能力,简称液态金属的充型能力),取决于金属本身的流动能力即金属的流动性;同时又受到外界条件:铸型性质、铸件结构、浇注条件等因素的影响。而液态金属的流动性与金属成分、温度、杂质含量及其物理性质有关,并且液态金属的流动性对气体、杂质的排出以及补缩、防裂等有很大影响。预热铸型能够减少液态金属与铸型的温差,从而提高金属的充型能力;当然浇注温度对液态金属的充型能力有决定性的影响,浇注温度越高,充型能力就越好,但是不利于晶粒的细化;在相同条件下,提高充型压头有利于提高充型能力。