台湾摩擦搅拌焊散热器可定制,搅拌摩擦焊模拟参数设置
-
面议
及时发货
交易保障
卖家承担邮费
混合摩擦焊接是一种纯机械、连续的固相连接方法。在混合摩擦焊接过程中,混合头转入焊机,混合头与焊接材料之间的摩擦产生摩擦热,使材料热塑性。当混合头向前移动焊接界面时,热塑性材料从混合头的前部转移到后部,在混合头的机械锻造下实现工件之间的固相连接。摩擦焊接工艺广泛应用于液体冷板的生产,东吉散热是冷板混合摩擦焊接的。摩擦焊接冷板可达到相同的厚度,但大于嵌入管的流量,并进一步降低热阻。特别是在处理复杂的流动通道和一些高、低流动通道时,它更灵活。该公司的大混合摩擦焊接尺寸可达到1500个*1500mm,焊接深层为26mm。该材料适用于铝、铜等。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。
摩擦焊接散热器采用两种相同或不同的型材(一般为铝型材或铝合金),(摩擦焊机)采用摩擦焊接工艺焊接,实现超宽结构和密度,满足大功率散热需求。摩擦焊接散热器的形状与型材散热器相同,但尺寸更大,散热功率更高。
与传统熔焊相比,摩擦焊大的区别在于,在整个焊接过程中,待焊金属获得的能量升高所达到的温度没有达到其溶解点,即在热塑性条件下,金属是一种锻造固相连接。
与传统熔焊相比,摩擦焊接具有焊接接头质量高、焊接强度高、基材材料强度高、焊接、质量稳定、一致性好、异质材料焊接等特点。
液体冷却散热器的混合摩擦焊接工艺,包括检查盖板的质量和外观;将盖板放入基板台阶中;选择固或自动压力夹避免或两种固定操作固定在基板槽内;选择混合摩擦焊接方式进行焊接;铲毛边;从焊接设备的夹具上拆卸合适的盖板和基材;进行表面研磨处理;冷却处理,然后进行气密性检测;对气密性检测合格的产品进行激光编码、抽样检查和包装;本发明通过选择固或自动压力夹避免或两个固定操作,将盖板固定在基中,确保焊接质量和,可防止盖板在焊接过程中移动和翘曲,并可节省预焊过程,确保盖板在焊接过程中不会产生位移,翘曲和基底接触不真实,从而提高焊接质量的稳定性.
铝合金液冷板窄台阶搭接搅拌摩擦焊工艺.冷板基材为6063铝合金,盖板材料A21铝合金.根据不同的焊接深度和窄台阶冷板,制定了窄搭接混合头,降低了轴肩总宽度和焊接压力,增加了材料的流动性.研究发现,4-2(焊缝深度可以通过改善搅拌头的尺寸和工艺参数来实现–台阶宽度,mm),窄搭接混合摩擦焊接6-4和9-6,焊接过程中定位预焊可以有效防止焊缝S型曲线的产生,前侧为6063或3A21时可以建立良好的焊缝。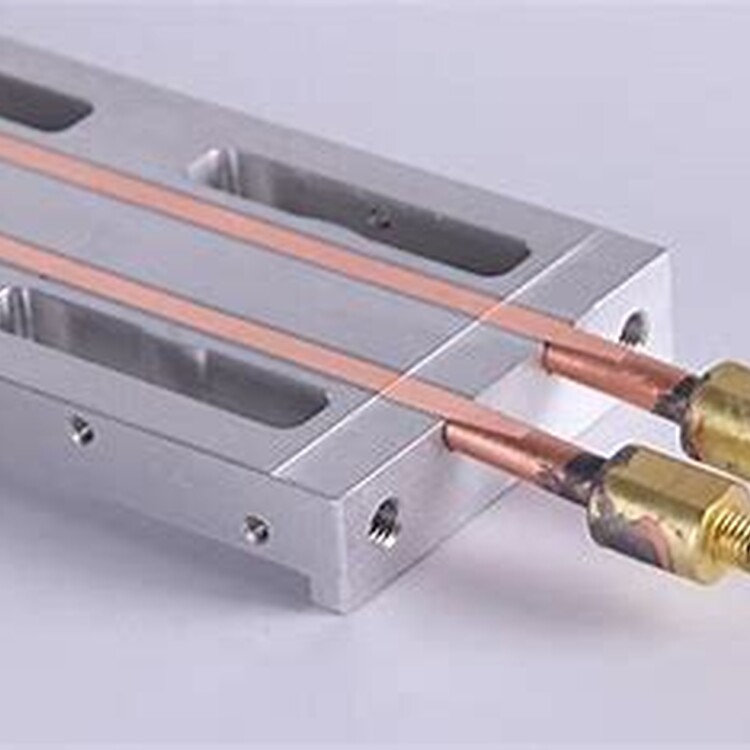
液冷板/水冷板散热器 埋铜管工艺选择:
浅埋管工艺:适用单面安装器件,铜管压扁后与铝板同时铣面,充分利于铜管高导热性能带走热量,利用铝的轻量化起到减重及成本控制。
深埋管工艺:适填料为美国进口高导热环氧树脂,双面器件温差要求不高的情况下,可单双面安装器件,因铜管厚度没有进行二次加工,且有填料保护可提供应用的安全性,特别适合冷媒为介质的冷板使用。
焊管工艺:适合铜板+铜管的方式,以此降低板材厚度起到减重效果。
双面夹管工艺:合两面安装器件,工艺简单成本低;铝板+铝管&铜管&不锈钢管。
运用挤压工艺将冷轧钢板过流道立即成形,然后通过机加工方法连通循环系统,一般采用摩擦焊接、纤焊电焊焊接等焊接方法开展密封性,此加工工艺生产,成本费用低;不太适合排热相对密度太大,表层不适宜过多螺丝口而限定水路迈向或减少稳定性。广泛应用于:动力锂电池水冷式散热加热系统、分水镇盒及其规范功率模块一体化排热商品。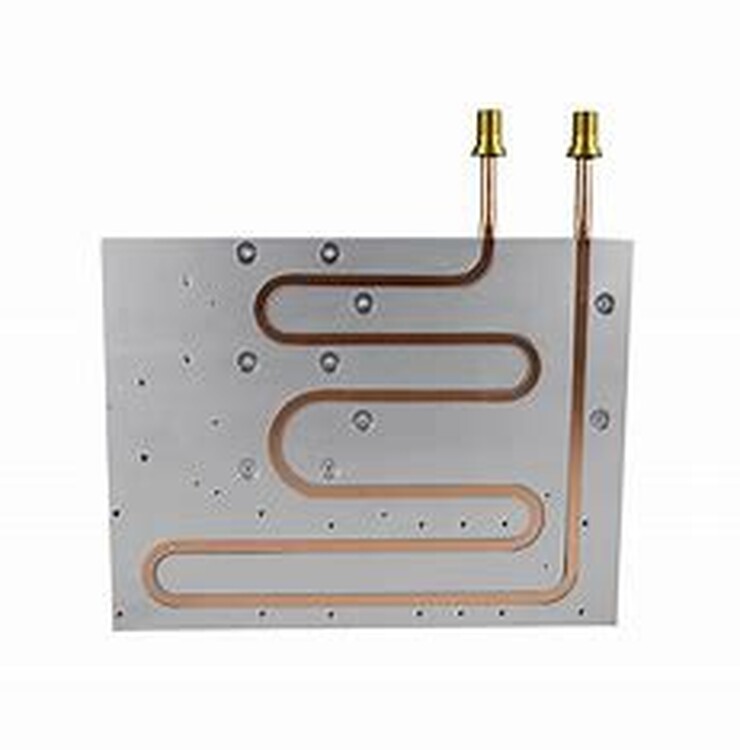
在太阳能发电装置中,逆变电源的速度是确定太阳能电池电量和蓄电池容量的关键因素。因为一些确保太阳能逆变器收入稳定的关键因素,排热对太阳能逆变器至关重要。文瀚热量致力于太阳能逆变器的排热,运用自主研发的功率大的铲齿生产工艺流程,制造出率相对稳定的热管散热器,为太阳能逆变器的排热提供可靠的,获得了中国众多光伏企业的一致好评。