自动旧零件翻新抛光机滚动抛光研磨机
-
≥10台¥2480.00
-
1-10台¥2480.00
及时发货
交易保障
卖家承担邮费
自动旧零件翻新抛光机滚动抛光研磨机联系电话 闫经理(同号)
六角滚筒抛光机工作原理和使用 滚筒抛光清理机批发价格 1.采用离心运动的原理,除锈,抛光,去毛刺期间短,使用速比40.17圆柱齿轮减速机,滚筒工作转速在25-28r/min之间,只需半小时左右即可作业完毕。提高工效 倍,省工省时又省力 

2.磨料以河沙和钢砂为主,易获取、成本低廉。
3.*大优势无酸洗,干式除锈油,抛光,自动筛选,一次筛光,滚筒内除小金属外,没有杂质。
4.特别适用于易变形工件的表面光整加工。经该型研磨机光整加工后的零件,不仅保持原有的形位精度,而且能提高零件表面粗糙度1-2级。
5.打磨批量零部件、中等或较大尺寸零件,效果好
6.具有噪音小、操作方便等优点。
7.桶内披覆橡胶内衬,可耐酸碱,耐磨,又可防工件碰撞,适合铜、铁、薄壁件、不锈钢件等。
8.桶内无披覆内衬,适合钢珠、钢铁制品等不易变形的物料,因可加强切削力,促使更大效果。
9.为打磨机系列中, 简单,方便的机型,适合加工。
10.按其容量大小可分为100~1000L等规格,可根据需求定制 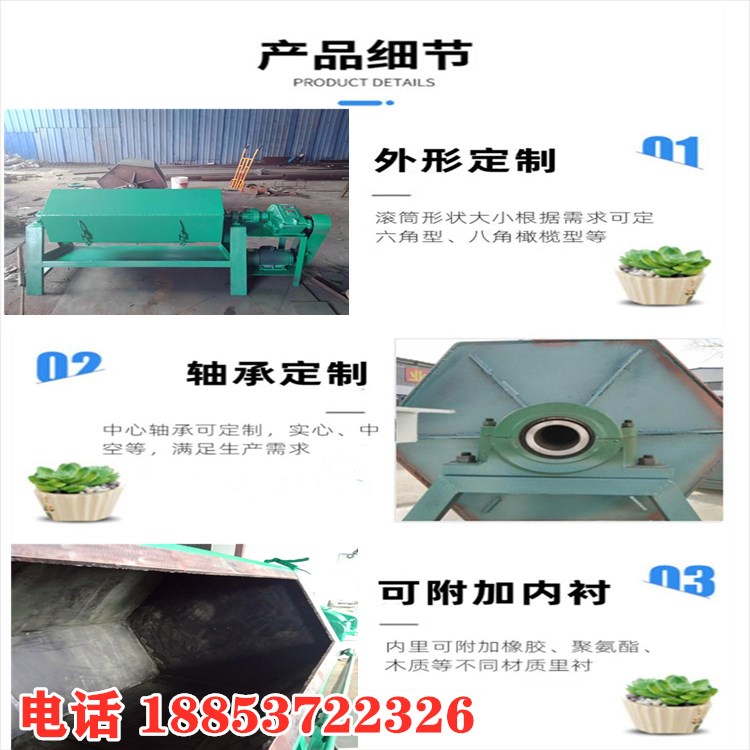

G43表示存储器中补偿量与程序指令的终点坐标值相加,G44表示相减,取消刀具长度偏置可用G49指令或H指令。程序段N8G43Z56H5与中,假如5存储器中值为16,则表示终点坐标值为72mm。存储器中补偿量的数值,可用MDI或DPL预先存入存储器,也可用程序段指令G1P5R16.表示在5号存储器中的补偿量为16mm。经济型数控机床中刀具轨迹的计算:经济型数控机床系统,如果没有刀具补偿指令,则只能计算出刀位点的运动轨迹尺寸,然后按此编程,或者进行局部补偿加工。刀具中心(刀位点)轨迹的计算在需要计算刀具中心轨迹的数控系统中,要算出与零件轮廓的基点和节点对应的刀具中心上基点和节点的坐标。为用8立铣刀加工工件曲线时的刀具中心运动轨迹。可以看出,刀具运动轨迹是零件轮廓的等距线,由零件轮廓和刀具半径可求出。直线的等距线方程:所求等距线在原直线上边时,取+号,反之取-号。圆的等距线方程:所求等距线为外等距线时,取+号,反之取-号。求解等距线上的基点坐标,只需将相关等距线方程联立求解。