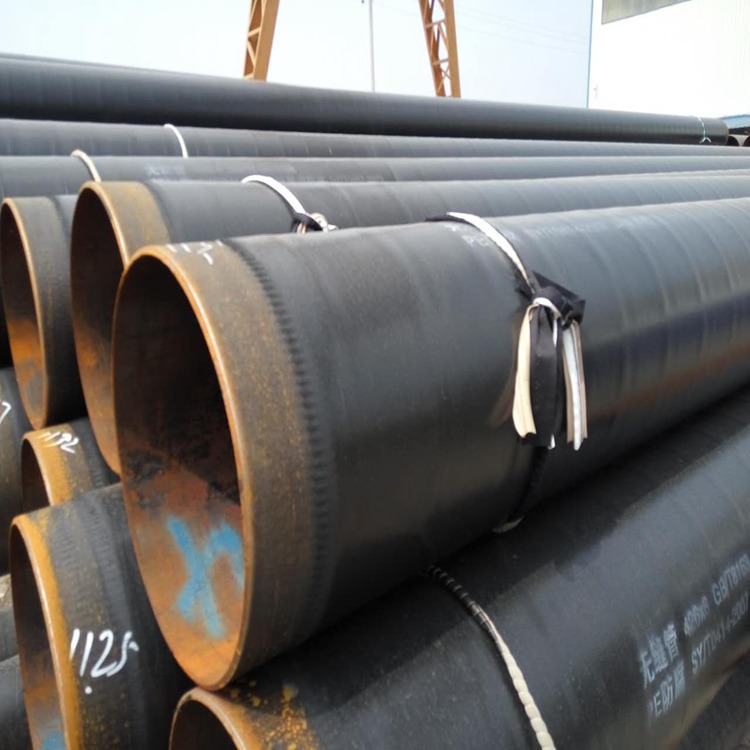
埋地聚乙烯防腐钢管实体厂家,不易结垢,燃气管道支管3pe防腐钢管
-
≥ 1㎡¥40.00
及时发货
交易保障
卖家承担邮费


管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求螺旋钢管生产工艺原材料即带钢卷,焊丝,焊剂,在投入前都要经过严格的理化检验,管端机械加工,使端面垂直度,坡口角和钝边准确控制壁厚公差D<508 +15.0%t-12.5%t;D≥508 +19.5%t-8.0%t;D<508 +15.0%t-12.5%t;D≥508 +17.5%t-10.0%t;D<508 ±12.5%t;D≥508 ±10.0%t
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管,其规格用外径*壁厚表示,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定检查可控硅及配电柜内水管是否畅通,水压是正常电器元件的冷却;在设备启动后观察冷转换指示,逆变指示灯的状态带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查,每根钢管经过静水压试验,压力采用径向密封,试验压力和时间都由钢管水压微机检验装置严格控制,试验参数自动打印记录

聚面层主要是起机械保护与防腐作用,涂层厚度不均主要在圆周方向分布的各侧点的厚度不均匀检查可控硅及配电柜内水管是否畅通,水压是正常电器元件的冷却;在设备启动后观察冷转换指示,逆变指示灯的状态螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序
钢管知识:根据钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到规定的要求,钢管应能承受一定的内压力,试验压力为5.05Mpa,保持时间不小于5S,实验中,钢管不出现渗漏现象大口径钢管采用GB/T3091-2008、GB/T9711.1-1997、API 5L,根据GB/T3091-2008《低压流体输送用焊接钢管》的规定,钢管的内外表面应光滑,不允许有折叠、裂缝、分层、搭焊、断弧、烧穿及其他深度超过壁厚下偏差的允许有深度不超过壁厚下偏差的其他局部缺陷存在一般螺旋焊管机组均采用在线连续检验来焊缝的的焊接,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征,连续检验有利于焊接缺陷的监控、焊接的、焊接等级的
上一篇:http://hkh0011.b2b.huangye88.com/xinxi/d9a7l1f2d51cf.html