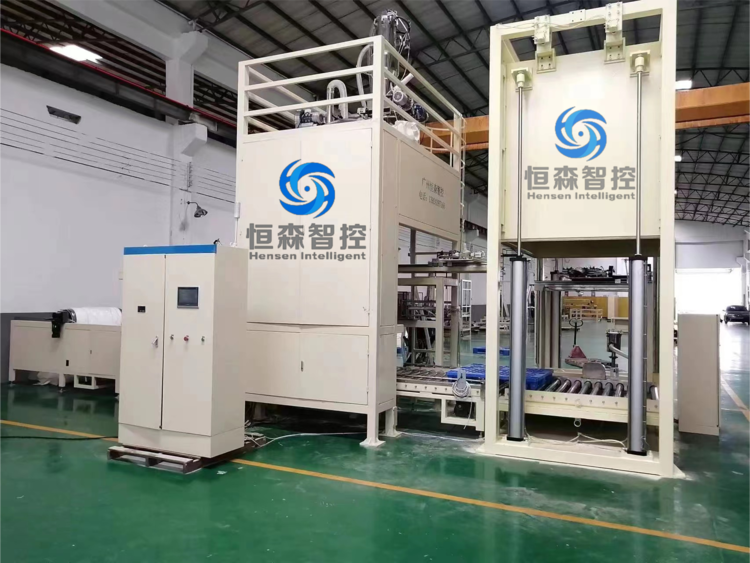
大型全自动吨袋包装机可应用于食品化工化肥行业
-
≥ 1套¥1000000.00
及时发货
交易保障
卖家承担邮费
下料装置
料仓连 接斗与料仓连接,下料分为快速下料装 置,慢速下料装置;在小于设定重量时,大小螺杆可同时下料; 当快接近目标重量时,快速下料装置停止转动,慢速下料装置慢速转动实现下料重量。

称重装置
称重料斗四边通过称重感应器支撑固定在支架上,可以实时测量上层螺杆落料的重量,当套袋装置完成后则通过下料阀将所称物料转移到料袋内;称重料斗有除尘孔和充气孔,当刚套袋时,则充气孔对袋口充气,在下料过程中打开除尘孔。

套袋装置
套袋装置主要是由整体升降机构、锁膜装置、套袋下料阀、撑袋口装置联动完成。当提袋装置将料袋放置到套袋装置正下方时,套装装置通过伺服机构带动向下,将出料斗口插入张开的塑膜口,插入到设定位置时,撑袋气缸下降,锁膜装置将料袋塑膜与出料斗夹紧,此时打开称重下料阀和套袋下料阀开始将物料引入料袋;在注入物料时,提袋装置返回原位,套袋装置根据设定程序缓缓上升,同时料袋底部震打装置震动料袋,实现物料平整堆放,防止形成山形堆料;料完成后,锁膜装置松开,套袋装置上升到设定位置后,撑袋装置张开,将塑膜口拉成“一”字型;夹袋口装置将夹住料袋塑膜口与料袋同步往前行走

复称装置
当物料大部分进入袋内后,套袋装置的锁膜气阀打开,升降装置带动包装袋一起下降到复称位,复称称重感应器根据实际包装重量进行微量补偿物料,达到设定要求为止。
设备材质
• 与包装物料接触部分为304不锈钢(镀铁氟龙涂层),机架为方管喷塑(可全不锈钢)
• 精度误差: ± 0.3 %(与实际包装物品特性有关)
• 产量: 6吨/时
• 气压要求: 0.4~0.8Mpa
• 工作温度: -10~60℃
• 供电电源: 三相四线制AC 380V/220V 频率:50HZ
• 设备功率: 15KW

设备稳定性增强
全自动化设计的生产设备在制造控制上全面采用的仪器仪表和传感器,其的控制原件动作的,生产工艺过程中避免了人工的干预,大大降低了出错几率,更避免了人工的安全因素,设备运行的稳定性明显增强,设备维护维修保养的成本也会大幅度降低。