油缸绗磨管加工和油缸管区别
-
面议
及时发货
交易保障
卖家承担邮费
油缸管精密管冷拔管,大口径冷拔管,冷拔异型管,滚压后,表面粗糙度值的减小,可提高配合性质。 滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象, 滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。
油缸管滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
由于精密钢管内外壁无氧化层、承受高压无泄漏、、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。 精密管生产工艺 精密钢管的生产流程和普通的无缝管一样,就是多了道后酸洗冷轧的程序。精密钢管工艺流程 管坯--检验--剥皮--检验--加热--穿孔--酸洗钝化--修磨--润滑风干--冷轧--去油--切头--检验--标识--成品包装。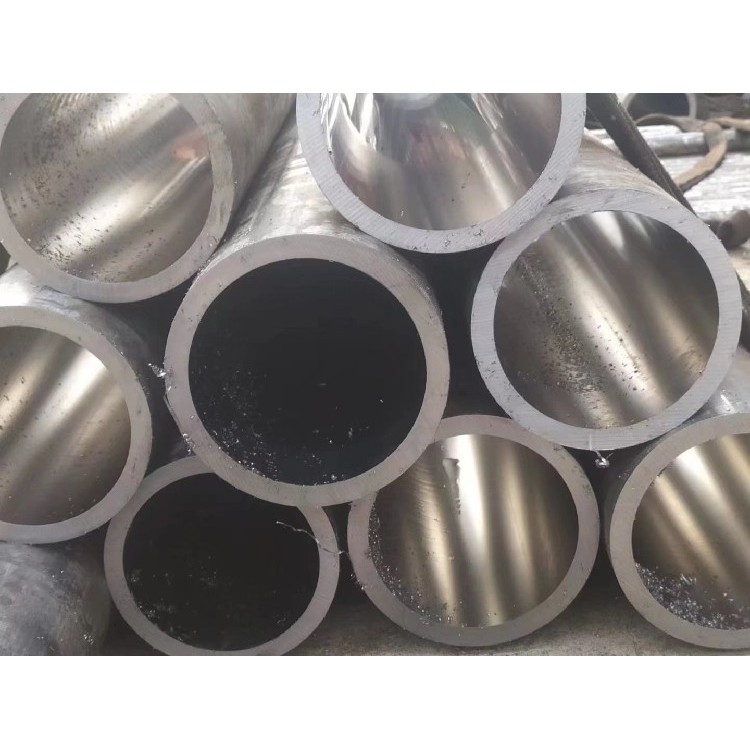
冷拔钢管是经济建设中重要的原材料之一,素有工业“血管”之称。精密钢管广泛地被用作机械工业用管(主要是液压与气动缸体管、液压输油管、汽车传动轴管和半轴套管、轴承钢管、皮带传送托辊管、印染辊管等)、石油地质工业用管(油泵管、钻探管、油管、套管、钻杆等)、化工用管(石油裂化管、化肥用高压管、化工设备及管道用管)、电站锅炉和热交换器管等。 随着我国经济建设的不断发展和技术的不断进步、精密钢管的应用范围会不断扩大、需求量也会越来越大。据内部资料,德国曼内斯曼生产的冷拔精密管材在其国内售价在4万元/吨,因此在解决好坯管材质、规格、质量情况下,开拓精密钢管国际市场,出口创汇的潜力很大。从原料市场来看,我国已基本形成东北鞍钢,西北,华北天津,华东上海,西南成都和中南衡阳的无缝钢管生产基地。我国直缝焊管机组已近1600套,1986年以来引进了200多套,φ219mm以上的大中口径直缝焊管机组已有18套,其中广东番禹焊管厂φ320机组,张家口宁远钢厂的φ114机组,徐州光环公司中的φ219机组,宝鸡钢管厂的φ426机组,锦西钢管厂的φ508机组等,可以生产油井管、输送管、机械用管等次产品,将是生产DOM机械用管可靠的焊管坯供应商。 目前我国还没有化的冷拔钢管,我们可借鉴国际钢管企业的一些建厂模式和经验。日本是一个钢管出口大国,其钢管质量居世界。日本钢铁公司中有四个(新日本钢铁、住友金属工业、日本钢管(NKK)和川崎钢铁)都生产钢管。日本丸一钢管公司是一个比较大的,但不能自供原料的钢管公司,年产118.8万t钢管,产品有镀锌管、异型管、机械用管、标准输气输水管等。位于大坂的原田钢管公司年产1.2万t液压缸筒等精密钢管,主要生产手段是冷拔。总部位于大坂的片仓钢管公司建有世界大的700吨冷拔机,在大坂、广岛和东京都建有精密钢管生产厂,年产4.92万t精密钢管。 二、冷拔钢管行业需求 (1)工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。 (2)煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,冷拔管的总需求量约为120万米。 (3)水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。 (4)建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。 (5)石油地质管:全国各油田每年需抽油泵3万台以上,年消耗管20—40多万米、此外还可用本项技术精整各类钻杆。 (6)兵器工业:部门现在用旋压方法加工炮管,旋压方法生产率低而成本高,用冷拔方法生产则更为合适。 (冷拔钢管技术的应用前景 一、冷拔钢管宏观市场 生产的7)轴承行业:目前生产的冷拔钢管滚动轴承座圈的生产,以圆钢为原料,切片后经冲压制成。大轴承座圈还将实心棒料掏空来制作,金属利用率不到40%,迫切需要、轴承钢厚壁管材。 (8)汽车工业:95年传动轴用精密管6000吨,半轴套管1万吨和各种输油管等。 (9)航空工业:铝合金飞机起落架管和厚壁钢管等。 (10)千斤顶行业:我国千斤顶制造有相当实力,出口创汇前景可观。各生产企业目前千斤顶缸多采用实心棒料加工,生产效益低,材料浪费高,对冷拔管需求迫切。 (11)其他领域:各种印染辊、辊道托辊用管、不锈钢管、铝管、铜管、异型管及内外复合管等等均可采用钢管的冷拔钢管技术生产。
冷拔钢管生产工艺浅析 冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。 依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。
冷拔油缸管优点: 1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。 2、修正圆度,椭圆度可≤0.01mm。 3、提高表面硬度,使受力变形消除,硬度提高HV≥4° 4、加工后有残余应力层,提高疲劳强度提高30%。 5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。 冷拔管的特点: 精密冷拔管是冷拔管中的一种,与普通产品相比,具有很高的精度。而我们要了解的就是关于精密冷拔管的主要特点和用途,以下就是详细的介绍: 精密冷拔管是通过工艺,也就是冷拔处理后的一种高精密的钢管材料,所以使得产品具有很多优点,包括管材内外壁没有氧化层、承受高压没有泄漏、、高光洁度、冷弯不变形、扩口、压扁无裂缝等。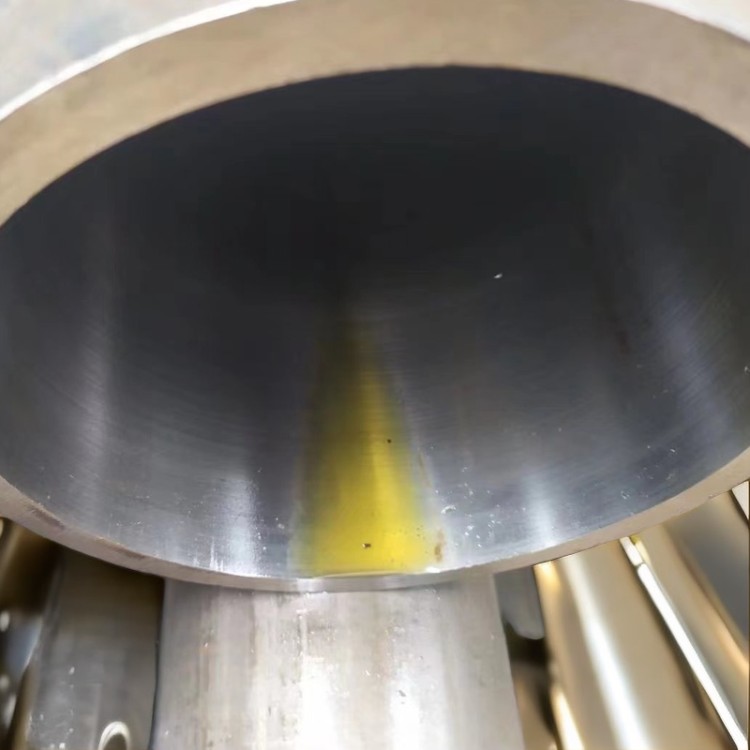
冷拔管的矫直主要分为热矫直和冷矫直,这过程中,温度的控制是关键。矫直温度过高,冷拔管会出现因冷却不均咋成的瓢曲现象;价值温度过低,又会增加冷拔管的矫直抗力,增加矫直的难度。而且为了达到理想的矫直效果,可以针对不同的管材情况进行一次或多次的矫直。 冷拔管采用的主要矫直方式有压力矫直、辊式矫直、张力矫直和拉伸弯曲矫直等等,不同的材料选用的矫直方式也有不同,虽然原理上有所区别,但是终的加工效果都是比较理想的。这样的话,冷拔管才能以高强的精度运用在各个场合。 冷拔管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精密钢管。该产品经稍加珩磨后,可直接用作液压、气动缸缸体管。
冷拔精密钢管能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。 三、生产工艺 生产的冷拔钢管生产工艺流程如下:进料——外观检查——机械清理——机械清理——退火——矫直——管头加工——酸洗——中和——水 洗——鳞 化——皂 化——拉 拔——检 查——切定尺——珩 磨——端部加工——矫 直——总装——试压——装
主要用途:应用于液压系统配管、汽车制造配管、、工程机械、铁路机车、航空航天、船舶、注塑机、压铸机、机床、柴油机、石油化工、电站、锅炉设备等各行各业。 精密冷拔钢管重量公式:[(外径-壁厚)壁厚]*0.02466=kg/米(每米的重量) 汽车、摩托车、制冷设备、液压件、气动缸用,以及其他对钢管精度、光洁度、清洁度、机械性能有很高要求的客户。精密冷拔钢管对抗拉强度、屈服强度或屈服点、伸长率等机械性能都有严格的要求。除了机械性能外还要对化学成分,要经过水压试验,卷 边、扩口、压扁等试验合格后才能出厂。