湖南砂轮砂生产厂家
-
面议
及时发货
交易保障
卖家承担邮费
磨料的选择
磨料是制造砂轮的主要原料,它担负着切削工作。因此,磨料锋利,并具备高的硬度、良好的耐热性和一定的韧性。
粒度及其选择
是指磨料颗粒尺寸的大小。粒度分为磨粒和微粉两类。对于颗粒尺寸大于 40μm的磨料,称为磨粒。用筛选法分级,粒度号以磨粒通过的筛网上每英寸长度内的孔眼数来表示。如60 # 的磨粒表示其大小刚好能通过每英寸长度上有60孔眼的筛网。对于颗粒尺寸小于40μm的磨料,称为微粉。用显微测量法分级,用W和后面的数字表示粒度号,其W后的数值代表微粉的实际尺寸。如W20表示微粉的实际尺寸为20μm。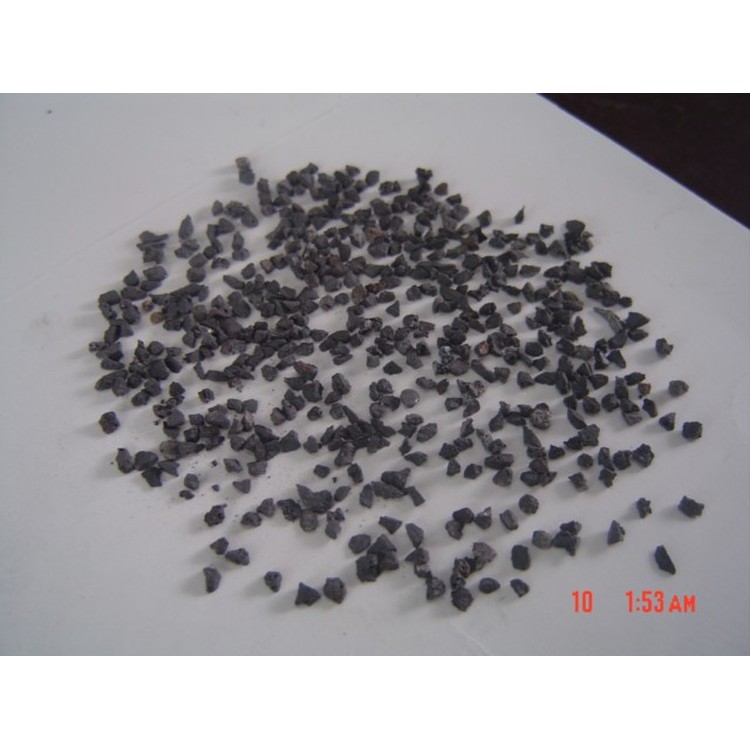
磨料粒度
主要与加工表面粗糙度和生产率有关。
粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用较粗的磨粒。因为磨粒粗、气孔大,磨削深度可较大,砂轮不易堵塞和发热。精磨时,余量较小,要求粗糙度值较低,可选取较细磨粒。一般来说,磨粒愈细,磨削表面粗糙度愈好。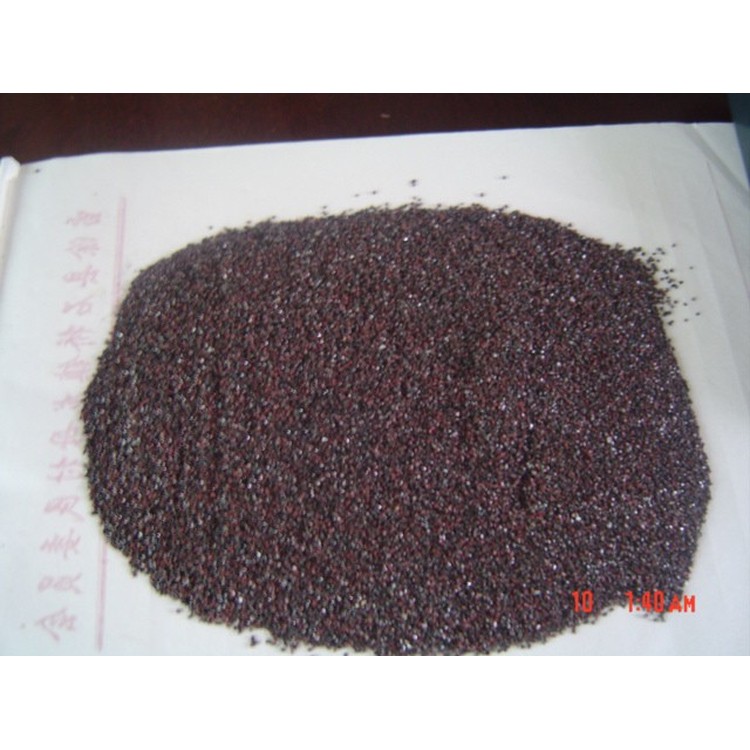
结合剂及其选择
砂轮中用以粘结磨料的物质称结合剂。砂轮的强度、抗冲击性、耐热性及抗腐蚀能力主要决定于结合剂的性能。
砂轮的硬度是指砂轮表面上的磨粒在磨削力作用下脱落的难易程度。砂轮的硬度软,表示砂轮的磨粒容易脱落,砂轮的硬度硬,表示磨粒较难脱落。砂轮的硬度和磨料的硬度是两个不同的概念。同一种磨料可以做成不同硬度的砂轮,它主要决定于结合剂的性能、数量以及砂轮制造的工艺。磨削与切削的显著差别是砂轮具有“自锐性”,选择砂轮的硬度,实际上就是选择砂轮的自锐性,希望还锋利的磨粒不要太早脱落,也不要磨钝了还不脱落。
超硬磨料颗粒的形状和涂层组成在砂轮适用于不同应用方面起着重要作用。
正确选择超硬砂轮对于磨削过程至关重要。合适的砂轮可以优化每小时零件产量,减少工具更换次数,提高机器运行时间,改善产品质量,降低运营成本。然而,找到这样的砂轮需要仔细考虑超硬磨料颗粒形状和涂层等属性。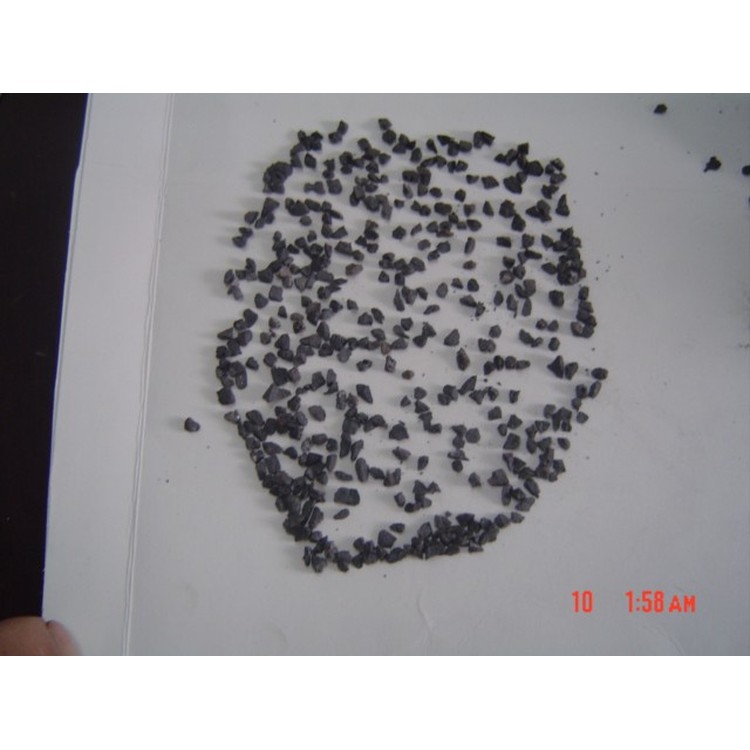
颗粒形状决定强度
金刚石或CBN颗粒的形状是决定磨削应用中磨粒的坚韧性或易碎性的关键因素。韧性是指磨料颗粒在机械应力下的表现,即其抵抗开裂、碎裂和断裂的能力。易碎性则指的是颗粒分解和自我磨削的能力。
适合工作的正确涂层
涂层是一种将超硬磨粒完全且均匀地覆盖一层额外材料的过程。这个过程增加了颗粒的尺寸和重量,通常用于在磨削应用中增强强度和耐久性等性能。
结合基体保持磨粒的强度决定了砂轮的有效性。涂层的一个关键好处是它们能够使金刚石或CBN颗粒的表面纹理更好地附着在砂轮的结合剂上,无论该砂轮是树脂、电熔、金属、混合材料或其他类型。对结合剂系统机械和化学保持力的改进增强了砂轮的稳固性。