河北工业螺旋钢管厂家非标长度
-
¥3652.00
及时发货
交易保障
卖家承担邮费
怎么增加螺旋钢管的稳定性能:
1、中小型型钢、盘条、钢筋、中口径钢管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但上苫下垫;
2、一些小型钢材、薄钢板、钢带、硅钢片、小口径或薄壁钢管、各种冷轧、冷拔钢材以及价格高、易腐蚀的金属制品,可存放入库;
3、保管螺旋钢管产品的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要清除杂草及一切杂物,保持钢材干净;
4、大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放;
5、在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀;
6、库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房;
7、库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境。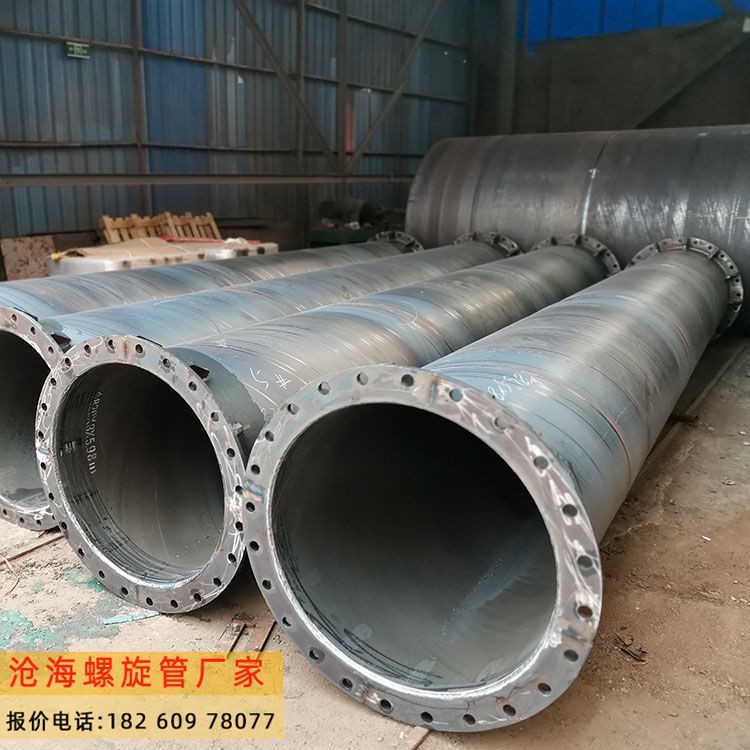
螺旋钢管用途:
螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个产品之一。螺旋钢管作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
大口径螺旋钢管生产流程如下:(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管头三根要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
大口径螺旋钢管与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。1. 承压流体输送,用螺旋缝埋弧焊钢管SY5036-83,主要用于输送石油、天然气的管线; 承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型; 一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。 现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件diyi部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;沧州龙都管道有限公司主要经营螺旋钢管,双面埋弧焊螺旋管,大口径螺旋管,大口径厚壁螺旋钢管,普通流体输送用螺旋管材质有Q235A,Q235B、20#、Q345(16Mn)等材质螺旋焊管;与L245(B)、L290(X42)、L320(X46)、L360(X52)、L390(X56)、L415(X60)、L450(X65)、L485(X70)、L555(X80) 等材质输送管道螺旋焊钢管。螺旋焊管统称的种类: 螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。其中分为PSL1和PSL2两个级别)、SY/T5040-2000(桩用螺旋焊缝钢管)。 SY/T5037-2000是石油部设标准一般都称做部标 GB9711.1-1997国标螺旋管,石油天然气工业输送钢管,A级 一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。 桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管。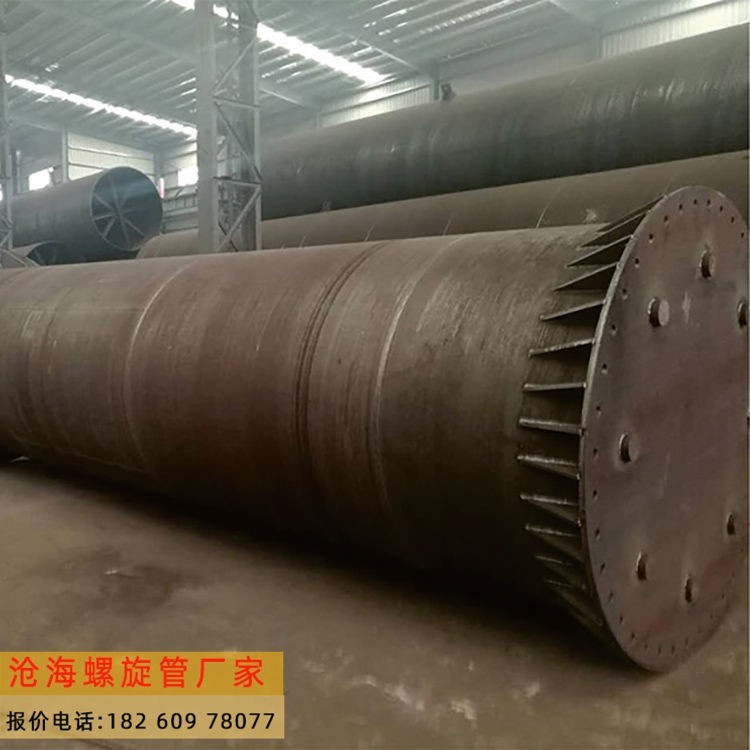
大口径螺旋钢管采用的自动螺旋缝双面埋弧焊机组,与剪切、平头、静水压试验机、传送机和坡口机等组成生产线。其工艺流程如下:
原材料检查→拆卷→初矫→切头对焊→精矫→铣边→递送→成型、内外焊→焊渣清除、外检→自动补焊、X射线检查、拍片及手动超声波探伤复检→管端坡口加工→静水压试验→自动测长、称重→涂层、标志→入库。
螺旋缝双面埋弧焊钢管是采用带钢在常温下成型,经连续焊接而成,并经过严格的理化检验、无损探伤、水压试验等检测手段,产品按GB/T19002-94、ISO9002-94质量体系和GB/T9711.1-1997、SY/T5037-92、APISpec5L标准组织生产。螺旋缝双面埋弧焊钢管质量标准符合DL5017-93标准的要求。GB/T9711.1-1997(A级石油天然气管)、SY/T5037-92(低压螺旋埋弧焊管)、APISpec5L<输送钢管》为产品标准,其质量符合《压力钢管制造安装及验收规范》DL5017-93的要求。
螺旋焊接钢管工艺特点
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地了产品质量。
d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
螺旋焊接钢管堆放规则
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。