济源堆叠散热器可定制,叠片散热器
-
面议
及时发货
交易保障
卖家承担邮费
铝挤压散热器660°C在高温下融化,加热至450-500°C送入挤压机,在模具中挤压成型,一般材料选用AL6063规格,材料硬,耐久性长,由于其规格,Cu含量高,传导性强。铜含量的大小会直接影响散热器的导电性和散热效果。在设计中,Fin要考虑片的厚度,一般来说,要考虑片的厚度,fin片小余0.5mm,模具很难制作,太薄了fin板材促使模具间隙过小,使铝挤出无法达到应有的效果。
堆叠系列,外观看起来和铝挤压散热器一样,但小观察仍有很大的不同
另外,热管理技术与动力电池形状相适配,行业内各企业发展路线相似,液冷因经济性好、效果较佳呈现主流趋势。由于相变材料在效果上更具前景,因此关注度高、技术不断更新,商用进程也可期待。值得一提的是,大模组/无模组的发热更集中,电池散热从模组外散热或者单纯液冷板设置变为更关注内部电芯散热,CTP技术和刀片电池均在电芯间设置散热管道,Z向堆叠的CTP技术采用了侧边散热,圆柱形电池采用了“扇贝管”散热以更好地适应形状。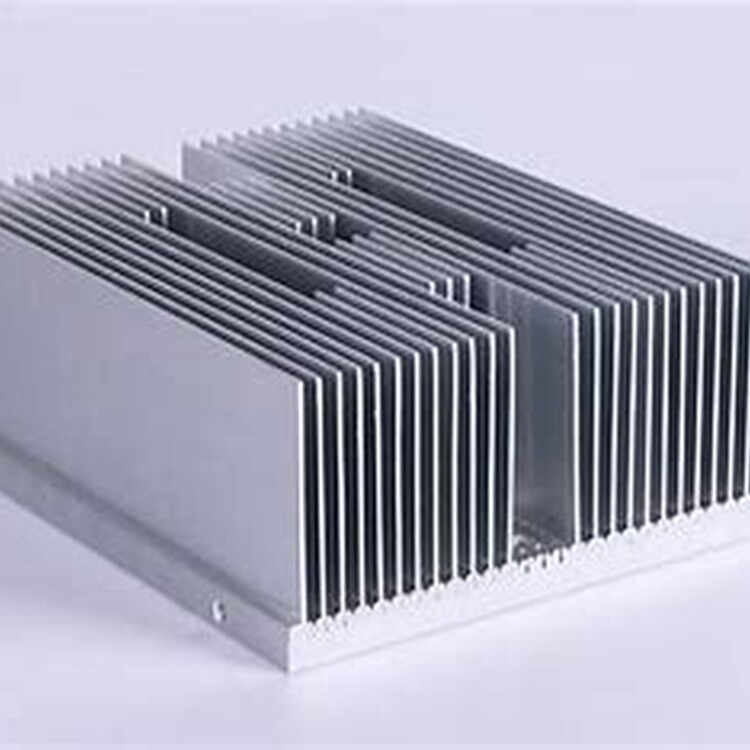
从缺点来说,芯片堆叠实际上是一种体积换性能的做法,想要通过14nm实现5nm的性能可能需要6块14nm芯片进行堆叠才能实现,从成本来考虑上来说这种做法同样有些得不偿失。同时芯片堆叠还会造成功耗以及散热等方面的问题,因为芯片堆叠不仅仅是简单地将两块芯片堆叠在一起,而是需要更多的技术和工序的支持。
相信不太懂行的人,很难区分两者的区别,因为堆叠和铝挤都有Fin片,Fin散热器散热器组成的前提,堆叠的fin有明显的锯齿形,fin片子歪了,但铝挤了fin板材垂直,间距一般较宽,堆放散热器的材料也是硬铝,AL6061/Al6063,材料也有相对于散热的作用,只因为成分包括在内,Fe,Mg,Cu,si,S,P等元素。堆叠散热器的加工是通过型材形成的,CNC加工后,摩擦焊一块一块叠加,然后二次叠加CNC加工商品拼凑间隙细微至0.05-0.1mm
热水踢脚线散热器由铜管组成,铜管具有铝翅片以增加其表面积。这些传导锅炉系统使用传导将热量从水中传递到金属散热器或对流器中。散热器设计用于加热房间内的空气,使用对流将热量从散热器传递到周围的空气。他们通过在底部吸入冷空气,在空气通过散热器翅片时加热空气,并在顶部排出加热的空气来做到这一点。这会在房间内建立空气运动的对流循环。如果散热器从上方或下方被阻塞,则空气流动被阻止,加热器将无法工作。踢脚线供暖系统有时配有可移动的盖子,以允许居民按房间微调供暖,就像中央空调系统中的空气调节器一样。
试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。