梁山振华回收不锈钢反应釜,大港哪里回收搪瓷反应釜
-
¥30000.00
及时发货
交易保障
卖家承担邮费
瓷层厚度:玻璃设备的瓷层厚度0.8-2.0mm,搪玻璃设备附件的瓷层厚度0.6-1.8mm。
耐压电:搪玻璃具有良好的绝缘性,当搪玻璃在规定厚度内用20KV高频电火花检查瓷层时,高频电火花不能击穿瓷层。
耐冲击性:玻璃层的内应力越小,弹性越好,硬度越大,抗弯抗压强度越高,则耐冲击就越好。玻璃层在规定厚度内,用直径30mm,重量112g钢球冲击时,其冲击功为282×10J(优等品指标为260×10J)。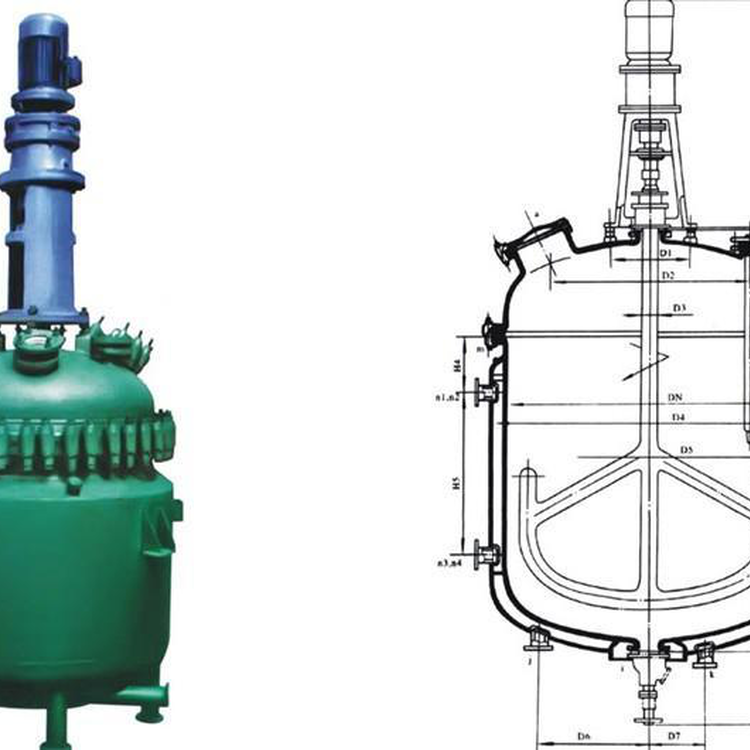
应力爆瓷主要是由于瓷层和金属坯体的热膨胀系数存在的差异而引起的。在大多数情况下,金属坯体的热膨胀系数大于瓷层的热膨胀系数,这就意味着在常温下瓷层总是存在着残余的应力。残余应力受热膨胀系数差、温度、釉层厚度、基材厚度等因素的影响。搪玻璃设备热残余应力进行了理论计算。瓷层的压应力足够大时,瓷层将会出现剥落。
比如用钛修补的两种方法电弧气热喷涂法,用两根相互绝缘的钛金属丝,分别接电源的两端。电源电压为25-28V,电流为360-350A。两根钛金属丝放置成锐角。接通电源,钛金属丝间产生电弧,这时钛发生熔融,借助于含5%-8%氧气的压缩空气,把熔化的钛吹向待修补部位。喷涂的距离为150-250mm。由于压缩空气中含有氧气,结果在被修补面上形成了Ti 及TiO2 的固态混合物。形成后的修补面用四糠基硅烷在 200-280℃下热处理0.3h 便完成了修补。修补后的表面有较好的抗热腐蚀性。这种修补方法把熔融的金属喷到待修补处,由于熔化的金属温度在1800 ℃左右,容易引起修补处基体过热,进而引发修补处周围搪瓷的爆瓷,所以操作时要小心,修补面积不宜大。