注塑机快速换模系统-珠海注塑机快速换模系统厂家
-
面议
及时发货
交易保障
卖家承担邮费
钥匙开关控制;换模状态与注塑状态切换采用钥匙开关,退磁操作设计成“退磁+锁定”双按钮,两个按钮只有同时按下时,退磁操作才有效,防止误操作的产生,注塑状态下,充退磁操作完全无效。
HQMCS液压快速换模系统是利用气动泵浦产生高油压,液压油进入与夹模器相连接的油路,推动夹模器的活塞及杠杆机构工作,实现对模具的快速夹持,利用系统泄压回流,快速释放夹模器实现快速卸模,从而缩短上下模具时间,液压快速换模系统对系统密封性要求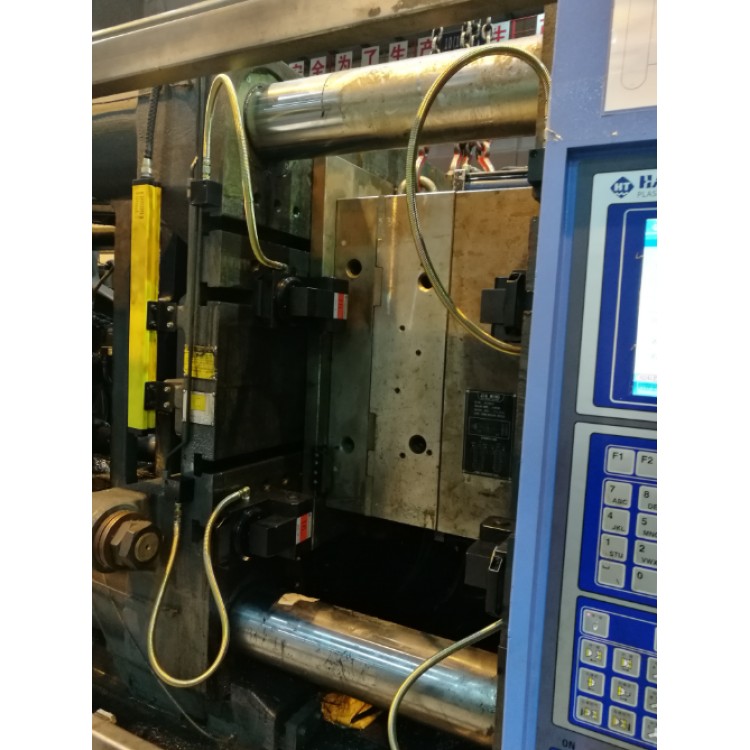
换模时间
换模时间是指介于一个生产作业(Production Run)的后一件合格品和下一个生产作业的首件合格品之间的时间。
在生产中,可以将换模时间定义为:从品种后一个合格产品,到下一品种第—个合格产品之间的时间间隔。从成本的角度讲,这部分时间是没有产出价值的时间,所以需要尽可能地缩短,以减少浪费。从图可以看出,换模时间主要由4部分组成:准备时间,换模操作时间,调整时间,整理时间。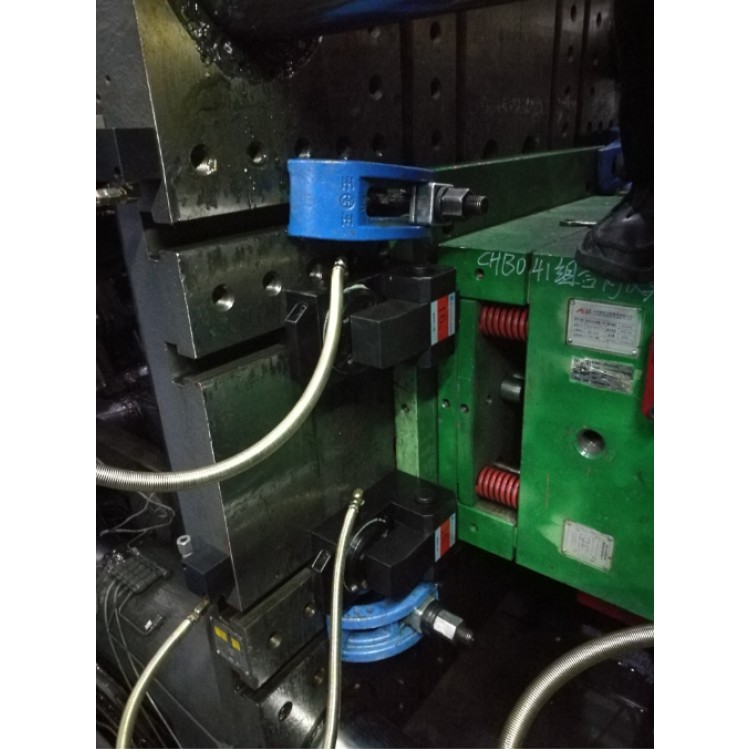
注塑机在更换模具时,常需要耗费大量的人力及时间,不仅造成生产成本的提高,也降低产出的效率。快速换模系统操作简便,仅需透过操作控制箱上的按钮便可快速更换模具与夹紧模具,大幅降低换模时间。
尽量将内部时间转换为外部时间,缩短停机换模时间。
在还没有停机的时候就做好前期准备,比如:如工装夹具准备;零部件准备;作业指导书准备;升降工具、作业台准备等。
提高内部换模效率。
(1)简化模具取按动作
(2)多人并行工作
(3)缩短调整时间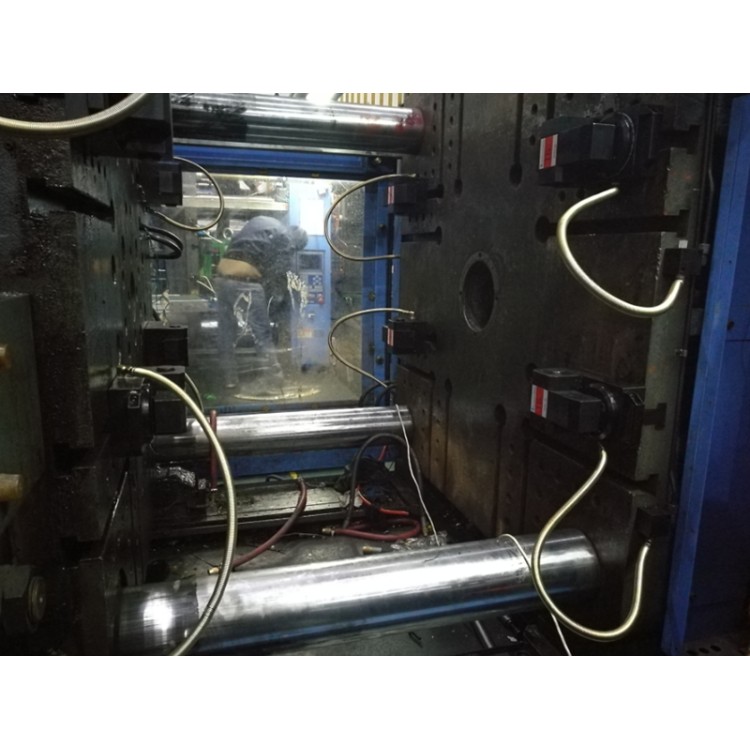
传统企业如何进行高速换模应做到管理的信息准确化
班组负责人对设备编写《生产计划排产表》,分别交给移动岗负责人、下料班组负责人,移动岗员工根据排产的顺序和时间及时准确的准备相应 的物料和模具,下料班组根据计划安排准确的准备相应的物料,
从而使各环节信息流畅,节省了时间,也了设备切换的顺利进行。