洛阳供应冷弯成型机械设备,冷弯成型机械设备厂家
-
面议
及时发货
交易保障
卖家承担邮费
由于冷弯成型是在常温下进行的,不需要加热设备,因此能够显著降低能源消耗和减少二氧化碳等温室气体的排放。这对于实现绿色制造和可持续发展具有重要意义。
冷弯成型机械通常具有可调的辊轮和控制系统,能够根据不同的产品需求和规格进行灵活调整。这种灵活性使得同一台机器能够生产多种不同形状和尺寸的金属型材,提高了生产线的适应性和灵活性。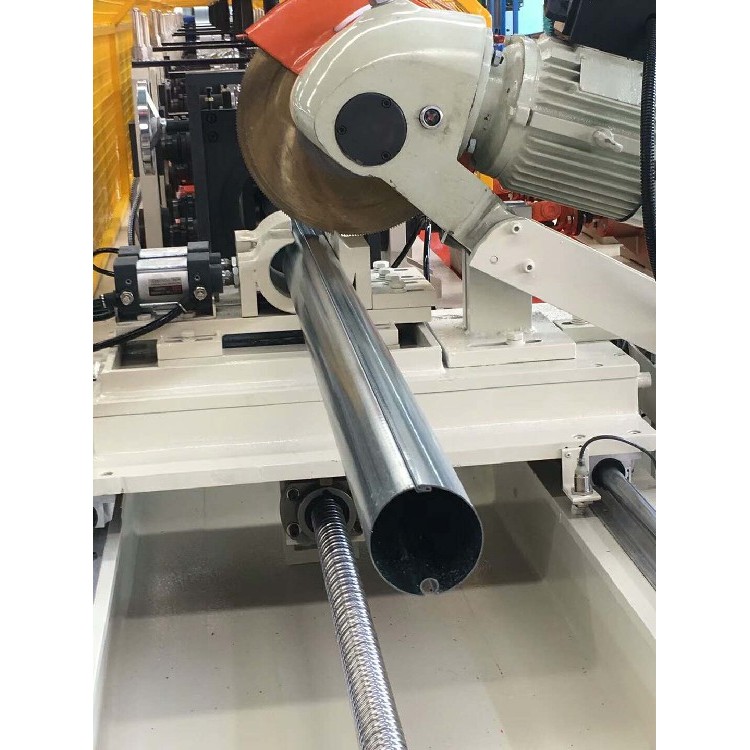
冷弯成型过程中,金属板材的表面不会受到高温和氧化等因素的影响,因此成型后的产品表面质量较好,无需额外的表面处理或修复。
油缸压头上的两根钢制的连接杆与夹紧杆相连接,能使夹紧杆摆动。这种连接杆是特殊的机构,它能工作负荷作用于连接杆的端部而不在轴销上。这样,大直径油缸的所有压力作用于连杆上。当油缸压头向前推动时,夹紧杆把钢材夹住。然后,整个夹紧杠杆组和滑架推向前移。弯制时从油缸压头来的推力作用于肋骨上。如此安排的夹紧杆,使夹具作用于肋骨面的压力是相同的。
夹爪—弯制时两对坚固的夹爪将肋骨牢固地夹住。夹爪作用在肋骨上的力较小,以防肋骨受损伤,但是它仍有足够能力防止肋骨弹出。夹爪之间有一水平的舌头,用以顶住肋骨。在舌头的后面有一垫块,以限制夹爪的移动距离和防止肋骨受力过大。整个夹爪机构是可以转动的,以适应各种肋骨弯曲度。滚柱是夹爪机构的一个部件,用以支持、肋骨处于正确的高度,并帮助移动肋骨。手动螺杆可以垂直调整滚柱的高度,以适应不同尺寸的肋骨。用一水平螺杆可把夹爪组移进移出以变动弯曲中心。这种移动是用电动机进行的,每一组夹爪可单调整。有一刻度指示弯曲中心距。
冷弯型材的次公开报导是1855年美国纽约修建办公大楼时用了铆接工字梁。连续辊弯成型机组1910年始建于美国,此后冷弯型材生产则大力发展起来。与热轧型材比,冷弯型材尺寸、外表光洁、具有热轧无法生产的异形断面形状、相同重量下抗弯和抗扭性能好,因而使用冷弯型材能节约金属30%以上。此外生产方式简单,设备投资不大。故冷弯型材生产不断得到发展。一般产钢国家冷弯型材占轧材总量的2%~4%(高达5%)。