广东供应切削液集中供液净化系统批发代理
-
面议
及时发货
交易保障
卖家承担邮费
切削液切削液集中供液净化系统,系统稳定性好,可减少切削液更换频率,降低工作人员工作量,延长加工中心设备使用寿命等。所以对于大型机械加工厂,推荐采用切削液集中供液净化系统。
与单机循环系统相比,集中过滤的性表现在以下几个方面:
1、过滤精度容易控制。
2、容易实现自动控制。
3、便于管理添加切削液时点数少,可以减少切削液管理人员,废切削液可以集中处理,环境污染小;排出的铁屑集中,便于运输处理,切削液的使用情况可以集中检测。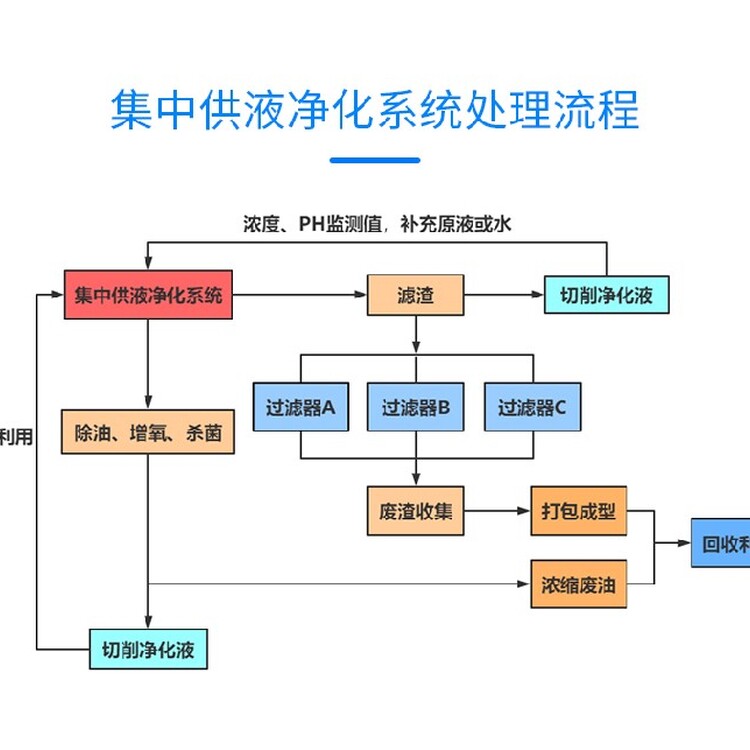
采用单机供切削液利用率低,约为50%左右,新配制切削液使用从初始开始,切削液的质量和性能以10%的速度下降,切削液粘度以5~10%的速度提高,当切削液使用到4~5班次(或2~3天)时,切削液质量和性能下降约40~50%,粘度相对应提高,此时,只有通过加水稀释与补液,当8~10班次(5~7天)时,粘度等各项指标升高而不能继续使用,加工速度相对应下降50%以上,工件表面质量等和钼丝的花丝、断丝现象频现,此时,通常只有清洗液箱及更换切削液。经验统计,机床单机供切削液,切削液的利用率约为50%左右。采用户集中供液后切削液利用率达95%以上
通过采取有效的切削液集中供液净化系统方案能够大大延长切削液的使用寿命(净化后不需更换切削液,浓度降低后添加原液即可)。切削液管理的首要目标是采取有效的管理监测维护和再利用措施,保持制剂的品质和性能.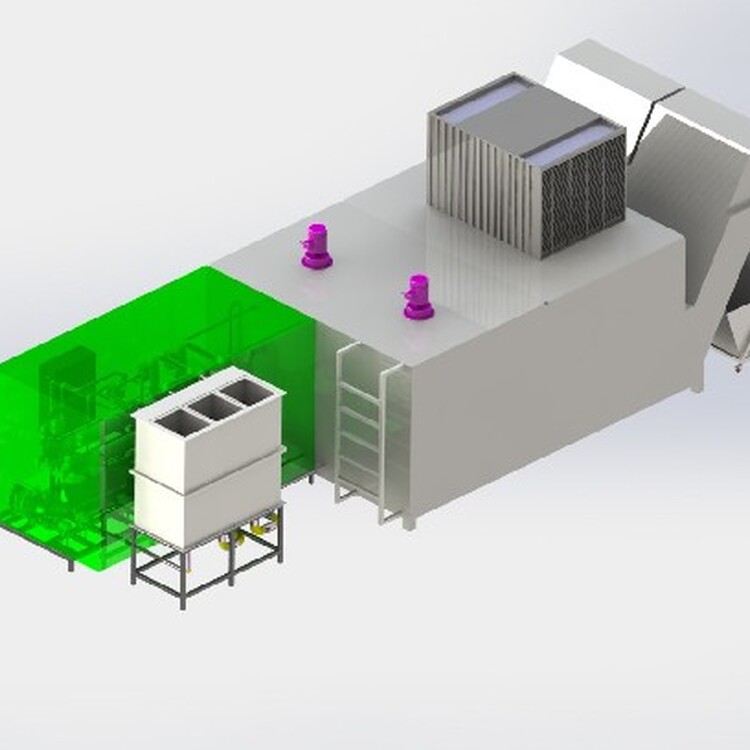
集中供液净化系统配备自动配液组件用于系统加液和补液。为确保系统乳化液的质量,避免人工配置乳化液造成的乳化液浓度不一,有效延长乳化液的使用寿命,在乳化液过滤系统内设置乳化液浓度自动配置站。自动配置站由油箱、自动混液管、供液原水管路等几部分组成。配液中心的工作介质是新鲜工业原水,取自新鲜水箱,油箱由中心油库供给可混水冷却润滑剂。可混水冷却润滑剂不得进入新鲜输水管。在初始配置时,需从检查口取样测试配置浓度,不断调整混液管上部的调整螺钉,直到得到合适的浓度然后关闭检测口,打开配液口,开始自动加液。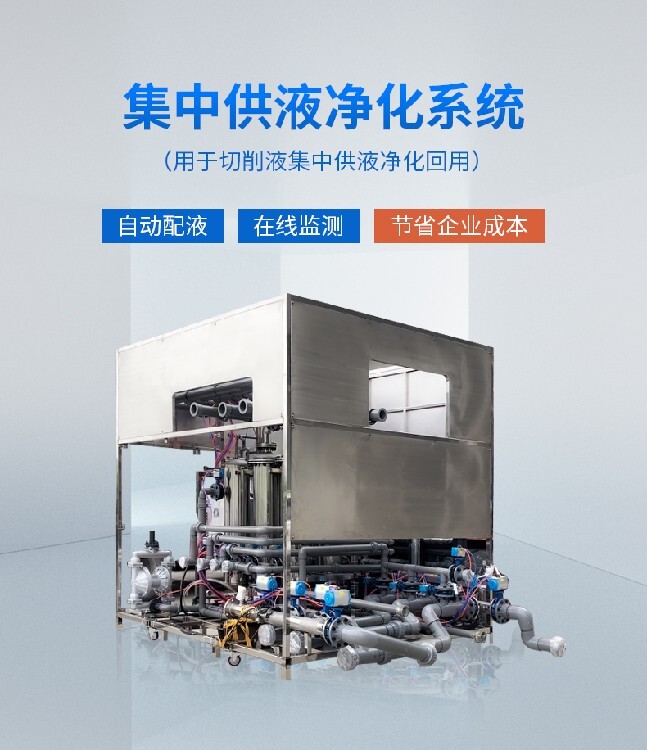
帝昂天科的技术和设备,可以帮助客户从源头减少“废水、废气、废渣”的产生,改善车间的粗放式管理,降低企业处理末端成本,让车间低成本轻松落实清洁生产,实现“节能、降耗、减污、增效”的目的,响应我国节能减排政策。