宁波PE给水管管壁厚国家标准钢丝网PE给水管
-
面议
及时发货
交易保障
卖家承担邮费
施工步骤
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。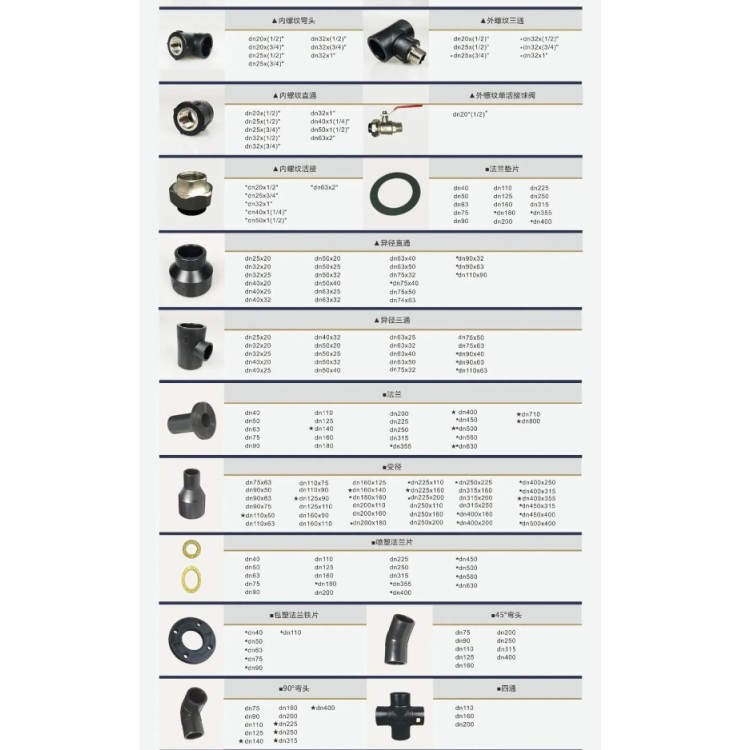
根据生产原料等级不同,PE给水管分为PE80和PE100两个等级,目前我国基本上都以这两个型号的原料为主,但在实际生产中PE100的较多;根据压力等级,pe给水管分为SDR(1.6Mpa)、SDR13.6(1.25Mpa)、SDR17(1.0Mpa)、SDR21(0.8Mpa)、SDR26(0.6Mpa)五个系列。规格型号:ΦDE20-1000mm,DE是外径的标注,PE管都是采用外径来标注口径,这和公称直径DN是有区别的,根据外径和对应的壁厚可以计算出内径,壁厚的厚薄对应的是压力等级的大小。
电热熔焊接。
将需要连接的pe电熔管件套在pe管材上,将PE管子插入内嵌电热丝的电熔管件的内,用电熔焊接机使将融化焊接,进行冷却后,管材和管件已经电熔在一起,这样连接十分牢靠。
HDPE给水管具有较高的强度和性,能够承受较高的压力和冲击负荷。在供水系统中,它能够保持管道的完整性,不易破裂或变形,确保供水的稳定性和连续性。 HDPE给水管具有良好的耐腐蚀性,能够抵抗多种化学物质的侵蚀,生锈或腐蚀。这使得它在供水环境中都能够长期稳定运行, 采用的生产工艺和设备,确保HDPE给水管的生产过程稳定和可控。生产工艺应包括原料混合、挤出成型、冷却和切割等环节,确保管道的尺寸和质量符合要求。
HDPE给水管的质量轻,搬运方便,焊接容易,焊接口少。当管线较长的时候使用盘卷,PE给水管要求远比钢管要求低。另外,可采用管沉入的方法在水底铺设,大大降低了施工难度和工程费用。
HDPE给水管本身采用热熔连接,本质上了接口材质结构与管体本身的统一性,实现了接头与管材的一体化。其接口的抗拉强度与爆破强度均管体本体,可有效抗内压力产生的换向应力和周应力。因此,与橡胶圈累计额头或者其他机械接头想相比较,不均在接口扭曲造成的泄露危险,密封性能十分良好。