天津静海小型钢板报价及图片
-
¥5000.00
及时发货
交易保障
卖家承担邮费
碳化铬复合耐磨钢板是在普通钢板(Q235(A3)或耐热钢板(15CrMo、12Cr1MoV等)、不锈钢板上堆焊耐形成以体积分数达到50%以上Cr7C3碳化物为主耐磨层。它具有高耐磨性、耐冲击、可变形和可焊接等性能特性,可像钢板一样直接进行卷板变形、切割和打孔等工艺过程,加工成耐磨部件。 碳化铬复合耐磨钢板的表面钻孔
与众多耐磨材料相比,耐磨复合钢板有其的显著特点:
1、高耐磨性
合金层的化学成分中碳含量达4~5%,铬含量高达25~30%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~62,碳化铬的硬度为HV1400~1800,沙石中石英的硬度HV800~1200。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。与几种典型的材料耐磨性对比如下:
(1)与低碳钢;20~25:1
(2)与高锰钢;5~10:1
(3)与工具钢;5~10:1
(4)与铸态高铬铸铁;1.5~2.5:1
2、良好的耐冲击性
碳化铬的底层为低碳钢或低合金。不锈钢等韧性材料,体现双金属的性,耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此有良好的耐冲击性。可以承受物料输送系统中承受高落差料斗等冲击和磨损。
3、较好的耐热性
耐磨层推荐使用在≤600℃工况下使用,若在合金层中加入钒,钼等合金,可以承受≤800℃的高温磨损。
推荐使用温度如下:
普通碳钢基板推荐不480℃工况使用;
低合金耐热钢基板(15CrMo,12Cr1MoV等)基板推荐不540℃工况使用;
耐热不锈钢基板推荐在不800℃工况使用。
4、较好的耐腐蚀性
碳化铬复合耐磨钢板的合金层中含有高百分比的金属铬,故具有一定防锈和耐腐蚀能力。用于落煤筒和漏斗等场合可以做到防止粘煤。
5、适用性强
碳化铬复合耐磨钢板规格全,品种多,已成商品系列化。耐磨合金层的厚度在3~20mm。复合钢板的厚度薄为6mm,厚度不限。目前,标准耐磨复合钢板可提供3400或3000×1400mm,也可根据用户需求,按图纸尺寸定做加工。耐磨复合钢板现分为普通型、耐冲击型和高温型三种,定购高温耐磨和耐冲击型复合钢板要说明。
6、方便的加工性能
碳化铬复合耐磨钢板可以经过切割,打孔,卷板弯曲和焊接等工艺过程,制成各种形状的平板,弧板,锥板,圆筒等。切割好的复合板可以拼焊成各种工程结构件或零部件。也可以用螺栓或焊接固定在设备上,更换维修方便。
7、高的价格性能比
碳化铬复合耐磨钢板具有很高的性能价格比。与普通钢板相比,使用寿命可以提高十倍以上,使得维修费用和停机损失大为降低,因此其性能价格比是普通材料的2~4倍。
焊碳化铬复合耐磨钢板的工艺参数主要有焊接电流种类及焊接电流大小,钨种类、直径及端部形状,保护气体流量等。
1、电流种类的选择一般根据工件材料选择电流种类,焊接电流大小是决定熔深的主要参数,它主要根据工件材料厚度、接头形式、焊接位置等因素选择。
2、钨种类、直径和端部形状的选择钨种类及直径根据工件材料和焊接电流大小、电流种类来选择。钨端部形状是一个重要的工艺参数,根据所用的焊接电流种类,选用不同的端部形状。夹端角的大小会影响钨的许多电流、引弧及稳弧性能。小电流焊接时选用小直径钨和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,锥角可避免过热而熔化,减少损耗,并防止电弧往上扩展而影响阴斑点的稳定性。使用过程中钨经常需要用砂轮或者的钨磨削机进行修整。
3、气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个范围,此时,气体保护效果,焊件上有效保护区域。如果气体流量过低,气体排除周围空气能力弱,保护效果差;流量过大,气体排出时容易形成紊流,使空气卷入,也会降低保护效果。同样,在气体流量一定时,喷嘴直径过小,保护区域小,且因气流速度过高而形成紊流,喷嘴直径过大,不仅妨碍焊工观察,而且流速过低,保护效果也不好。一般手工TIG焊喷嘴内径范围为5-20mm,流量范围为5-25L/min。
4、焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流配合以获得所需的熔深和熔宽。在高速自动焊时,还要考虑焊接速度对气体保护效果的影响。焊接速度过大,保护气流严重偏后,可能使钨端部、弧柱、熔池暴露在空气中。因此采用相应措施如加大保护气体流量或将焊前倾一定角度,以保持良好的保护作用。
5、喷嘴与焊件间距离距离越大,气体保护效果越差,但距离太近会影响焊工视线,且容易使钨与焊件间造成短路,产生夹钨。一般喷嘴端部与焊件间距离在8-14mm之间。
长期以来,钢中氢、氧、氮被人们认为是有害的气体。但是,目前所知,在碳化铬复合耐磨钢板中氢、氧有害、但氮在一些钢板中的有益作用则远远大于它的不利影响。
(1)氢氢在钢板中有几个和十几个ppm(10-6)的固溶度,而且在奥氏体钢中的固溶度要大于在铁素体钢中的。当氢超过钢中固溶度时,钢在凝固过程中会有气泡形成。严重时,会引起钢锭上涨时或连铸坯中产生气泡,较轻时氢致细小气泡会在热加工过程中延伸而形成裂纹。此时进行塔形发纹检查,常常会因发纹不合格而判废。即使钢中仅残留少量、微细的发纹,也会引起钢板的塑、韧性下降,而钢的耐疲劳性能降低尤为明显。这与发纹在交变应力作用下成为了疲劳源有关。为使连铸板坯不产生氢致气泡,有的生产厂提出铁素体铬钢板[H]610-6,铬镍奥氏体钢[H]1010-6。但有的厂家提出,在钢板小方坯连铸中,希望钢中[H]210-6或310-6。研究氢在1Cr18Ni9Ti钢板的分布表明,氢在晶界处的浓度要比晶内高3-4cm3/100g。氢在钢内的不均匀分布,使钢晶界的塑性特征值比晶内相应的特征值低20%-25%。氢对Fe-Cr合金电位影响的研究表明,钢中含氢后,Fe-Cr的电位下降,说明合金的耐腐蚀能力降低。试验和曲线表明:在介质中有微量H2S存在的条件下,传统钢板易产生氢脆(SCC);而超级钢板只能在含有低量H2S的油气井条件下使用。氢还可引起钢板的组织结构产生变化。
(2)氧目前钢板的冶炼与氧密切相关。氧化期是通过氧的作用把炉料中残存的和过多的元素去掉;还原和精炼过程则是将阶段氧化了的有用的金属元素(例如铁、铬等)还原到钢中,再将钢中氧尽量去除;残余氧在钢中是有害的,而且主要是通过氧化物夹杂的形式而表现出来。在正确的脱氧条件下,钢板中的氧含量应0.03%;对钢的纯净度要求高的钢板,钢中氧量越低越好,例如2010-6或4010-6。
(3)氮一般认为,氮可促进钝化膜中铬的富集,提高钢的钝化能力;氮可形成NH3和NH4+使微区溶液的PH值提高;富铬的氮化物在金属与钝化膜的界面处形成,进一步强化了钝化膜的稳定性。
聚氨酯彩钢板的相关介绍:
聚氨酯为芯材的复合板由上下层彩钢板加中间发泡聚氨酯组成,采用世界上的六组份在线自动操作混合浇注技术,可在线一次性完成社会配料中心或工厂的配比混合工艺,并可根据温度在线随意调整,从而生产出与众不同的高强度、节能型、绿色环保的建筑板材。
由于其防火防潮性能好,也常用于其它材料复合板的封边芯材,聚氨酯封边复合板采用彩色涂层钢板为面材,连续岩棉、玻璃丝棉为芯材,度硬质发泡聚氨酯为企口填充,经过高压发泡固化,自动密实布棉并由超长双覆带控制成型复合而成,与传统挂棉维护材料相比,防火、保温效果更佳,性能更持久,安装便捷、外观雅致。是钢建筑维护材料的者。
一般用于建筑物的屋面外层板,该板具有良好的保温、隔热、隔音效果,并且聚氨酯不助燃,符合消防。上下板加聚氨酯的共同作用,具有很高的强度和刚度,下层板光滑平整,线条明朗,增加室内美观度、平整度。安装方便,工期短,美观,是一种新型的建筑材料。
本夹芯板具有轻质、美观和良好的防腐蚀性能,又可直接加工,它给建筑业、造船业、车辆制造业、家具行业、电气行业等提供了一种新型原材料,起到了以钢代木、施工、节约能源、防止污染等良好效果。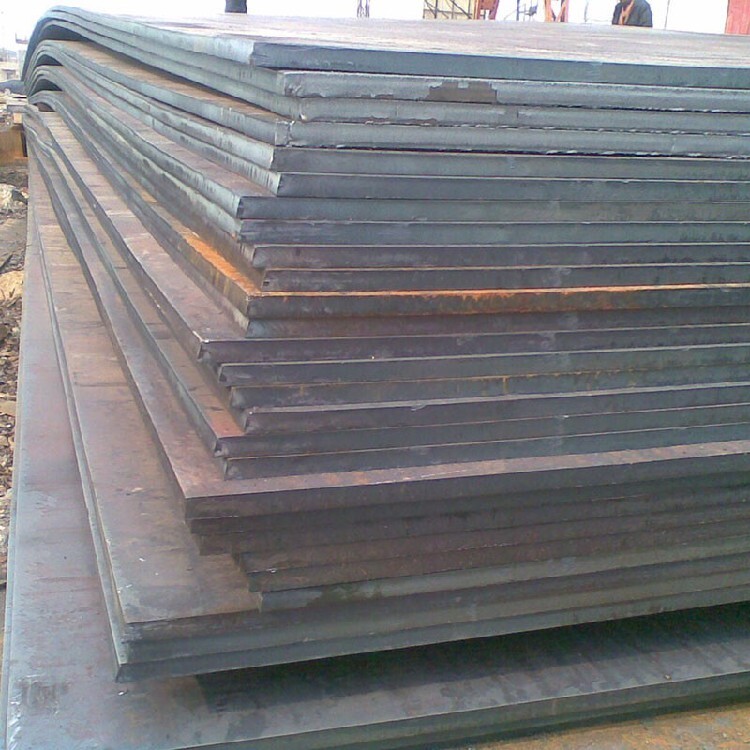
夹心彩钢板的产品特性:
1、质量轻。每平方米重量低于24kg,可以充分减少结构造价。
2、安装快捷。自重轻,插接、安装及可以随意切割的特点,决定其安装的简便,可提益,节省工期。
3、防火。彩钢复合加芯板的面质材料及保温材料为非燃或难燃材料,能够满足防火规范要求。
4、耐火。经涂层处理的彩色钢板保新达10-15年,以后每隔十年喷涂防腐涂料,板材寿命达35年以上
5、美观。压型钢板清晰的线条多达几十种的颜色,可配合任何风格的建筑物的需要
6、保温隔热。常用保温材料有:岩棉,玻璃纤维棉,聚苯乙烯,聚氨酯等,导热系数低,具有良好的保温隔热效果。
7、环保防噪声。复合板隔音强度可达40-50分贝,是十分有效的隔音材料.
8、可塑性强。压型夹心彩钢板可以任意切割,够满足设计的需要.
9、高强度。采用高强度钢板为基材,抗张拉强度5600(kg/cm2),再加上的设计与辊压成型,具有的结构特性。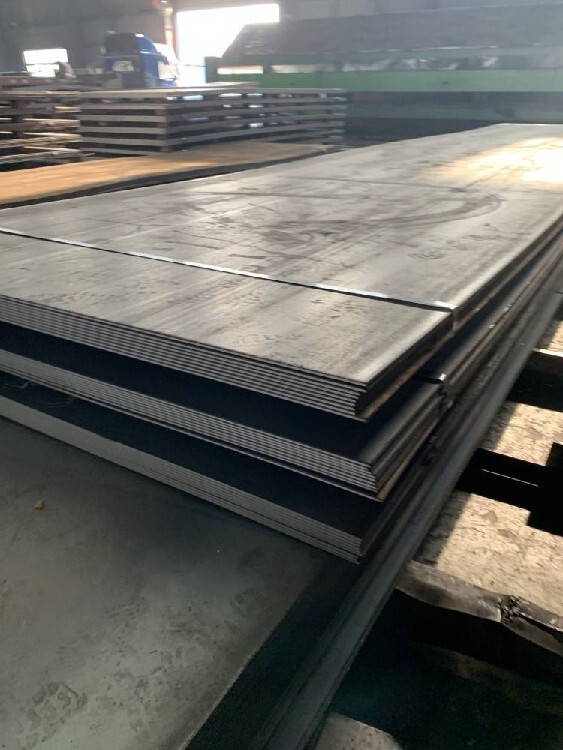
进口500中的金属由于在较高温度下强度降低,塑性提高,因此热塑性变形比冷塑性变形容易得多。工业生产中,钢材和许多零件的毛坯都是加热到一定温度后再进行压力加工的(热轧、热锻等)。
中金属材料的热变形(或热加工)和冷变形(或冷加工)的界限,是以再结晶温度来划分的。金属加热至再结晶温度以上进行变形,由塑性变形引起的加工硬化可以通过随后的再结晶过程加以消除。因此,把在再结晶温度以下进行的变形称为冷变形,把在再结晶温度以上进行的变形称为热变形。例如,纯铁的再结晶温度大约为600℃,在此温度以上的变形即属于热变形。钨的熔点为3399℃,其再结晶温度约为1200℃,因此即使在稍低于1200℃的变形仍然属于冷变形。
500耐磨钢板在热变形过程中,金属一方面由于塑性变形引起加工硬化,另一方面由于变形过程在再结晶温度以上进行,会因瞬时再结晶而使硬化得到基本消除。但在此过程中,因加工硬化与变形是同步的,而再结晶属热扩散过程,硬化与软化这两个因素常不能恰好相互抵消。例如,当变形速度大、加热温度低时,由于变形所引起的硬化因素占优势,所以随着变形过程的进行,变形阻力越来越大,甚至会使金属断裂。反之,当变形速度较小而加热温度较高时,由于再结晶和晶粒长大占优势,这时虽然不会引起断裂,但金属的晶粒将变得粗大,也会使金属的性能变坏。因此,热变形时应当认真控制金属的温度与变形程度,使两者的配合尽可能恰当。