北京市橡塑海绵,橡塑发泡海绵制品
-
面议
及时发货
交易保障
卖家承担邮费
A为焦烧时间,AB为热硫化的前期,BC为热硫化的中期,CD为热硫化后期,D为正硫化点。如果在A点前发泡,此时胶料尚未开始交联,赫度很低,气体容易跑掉,得不到气孔。当在AB阶段发泡时,这时薪度仍然较低,孔壁较弱,容易造成连孔。如果在BC阶段发泡,这时胶料已有足够程度的交联,豁度较高,孔壁较强,就会产生闭孔海绵。若在D点开始发泡,这时胶料已全部交联,赫度太高,也不能发泡。因此根据发泡剂的分解速度来调整硫化速度。
所谓塑炼,就是从外部向生胶毕加机械剪切力,解开分子间的凝聚力,切断分子链,降低生胶的6性,使之具有一定的可塑度,使配合剂的混合和混炼加工容易进行的一道工序。塑炼分为低温塑炼和高温塑炼两种。对于EPDM等合成橡胶而言,橡胶供应商在聚合阶段就已经调整了适用于制造海绵橡胶的各种ARF33P度。因此,不需要进行塑炼。但是,对于天然橡胶,塑炼还是必需的,塑炼胶的可塑度应保持在0.56以上,这主要基于以下几点考虑:a.生胶充分的塑炼,使它便于混炼,各种配合剂能很好地分散到橡胶中去,使发泡均匀;b.高的可塑性,便于胶料发矶,在发泡的过程中阻力降低;c.能减少硫化制品的收缩性。可逸塑性的大小,对海绵底的收缩影响很大。在海绵橡胶的制造过程中,橡胶a度越低,胶料越容易膨胀,越能够制得泡孔均匀,收缩率小的海绵橡胶。 赤峰销售电话: 河北销售电话: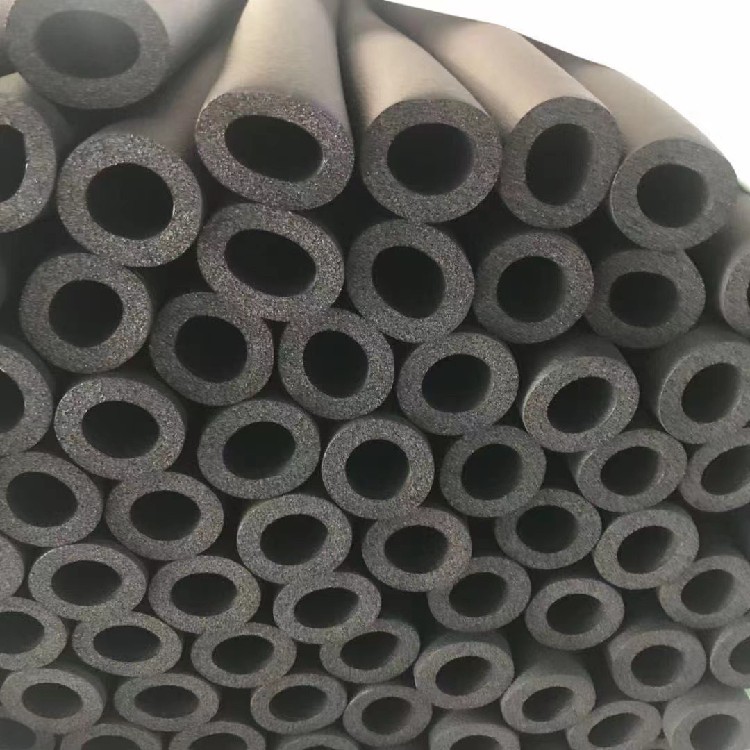
混炼胶的熟化制造海绵橡胶的技术关键就是混炼胶的熟化。;在海绵橡胶生产过程中,混炼胶熟化极为重要。所谓熟化就是在生胶中加入配合剂混炼后,使混炼胶停放一段时间,可缓和其在加工等过程中产生的残余变形,增进配合剂(发泡剂、硫黄、促进剂等)的溶解和迁移稳定性,使其物理性能、加工性能等得到改善。 赤峰销售电话: 河北销售电话: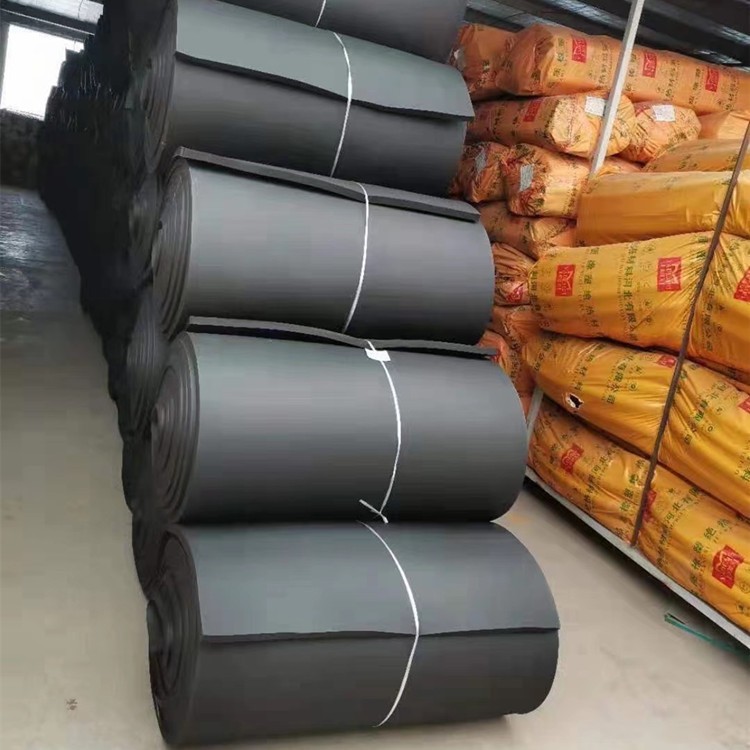
海绵橡胶制造过程中重要的工序之一就是想方设法让发泡剂分散均匀。炭黑的分散用导电方法和炭黑分散仪进行测定。但是,发泡剂的分散性能还没有比较容易的评估方法,仍在继续沿用过去的方法,即将混炼胶片拉长,用目测的老方法进行评价。提高分散性可采用先加发泡剂方法。
橡塑(Rubber and plastic )是橡胶和塑料产业的统称,它们都是石油的附属产品,它们在来源上都是一样的,不过,在制成产品的过程里,物性却不一样,用途更是不同,橡胶用的广的就是轮胎,塑料在随着技术和市场的需求和用途越来越是广泛,在日常生活里头已经离不开了。
生胶可分别为天然橡胶及合成橡胶两大类。 1.天然橡胶:由橡胶树干切割口,收集所流出的胶浆,经过去杂质、凝固、烟熏、干燥等加工程序,而形成的生胶料。 2.合成橡胶:由石化工业所产生的副产品,依不同需求,合成不同物性的生胶料。常用的如:SBR、NBR、EPDM、BR、IIR、CR、Q、FKM等。但因合成方式的差异,同类胶料可分出数种不同的生胶,又经由配方的设定,任何类型胶料,均可变化成千百种符合制品需求的生胶料。 天然橡胶来自热带和亚热带的橡胶树。由于橡胶在工业、农业、领域中有重要作用,因此它是重要的战略物资,这促使缺乏橡胶资源的国家率先研究开发合成橡胶。