船舶防腐涂料W61-300辊涂有机硅高温漆
-
¥18.00
及时发货
交易保障
卖家承担邮费
有机硅耐高温漆是由有机硅树脂、耐热颜料、助剂、溶剂等配制而成,产品具有表干燥迅速,附着力好、柔韧性好,(单)双组分包装、施工方便。耐高温等不粘涂料的特点。广泛应用于高炉、热风炉内外壁、烟囱、烟道、烘道、排气管、高温热气管道、加热炉、热交换器以及其它非金属和金属表面高温防腐保护,以提高被涂物体防腐蚀能力,稳定的物理性能(不脱落,不起泡,不开裂,不粉化,无锈蚀,允许有轻微变色)。
有机硅耐高温漆是由改性有机硅树脂、耐热体质颜料、助剂和溶剂等组成的自干型有机硅耐高温漆,在高温下能达到稳定的物理性能,且能经受高温氧化和其它介质腐蚀的。 有机硅耐高温漆在常温和高温下没有异常气味,涂刷后涂膜影不响物体的本来颜色,涂料涂刷在无机的材质基体上,能与物体表面形成互穿网络结构,附着力好,具有一定的隔热、防氧化、防腐、阻燃防火的保护作用,延长基体的使用寿命,节能环保。
有机硅耐高温漆的特点: 1、遮盖力:遮盖力通常用能使规定的黑白格掩盖所需的涂料重量来表示,重量越大遮盖力越小。 2、涂膜附着力:表示涂膜与基层的粘合力。 3、粘度:粘度的大小影响施工性能,不同的施工方法要求涂料有不同的粘度。 4、细度:细度大小直接影响涂膜表面的平整性和光泽。 有机硅耐高温漆在运输过程中应避免碰撞、日晒、雨淋、远离火源,存放于阴凉通风的室内仓库,施工环境应有良好的通风条件,施工现场严禁烟火。
有机硅树脂涂料的耐热性强
这是有机硅树脂涂料大的特点。纯有机硅树脂清漆可耐200-250 ℃高温,当与片状铝粉、玻璃料、耐热填料等配制的涂料可耐300-700 ℃高温,改性有机硅树脂与耐高温颜料可制得耐200-300 ℃高温的涂料。漆膜干燥后耐沸水煮和耐过热水蒸气。
环氧有机硅耐高温漆属于双组份环氧改性有机硅系列,该漆常温自干,耐温范围200-800℃,环氧有机硅耐高温漆通过改性结合了环氧树脂漆的机械性能与有机硅的耐热性能,成膜具备较高的耐热防腐特性,漆膜耐氧化且受热后均具备保光保色的特点。耐高温有机硅涂料优势:1、漆膜细腻。2、常温自然干燥,高温性能优良,尤其300℃、400℃下的机械性能好。用途:可使用于不能烘烤的大型工件、设备的涂装,如高温管道,烟囱,热交换器等高温部件。耐高温有机硅涂料颜色:银白,黑及其它颜色。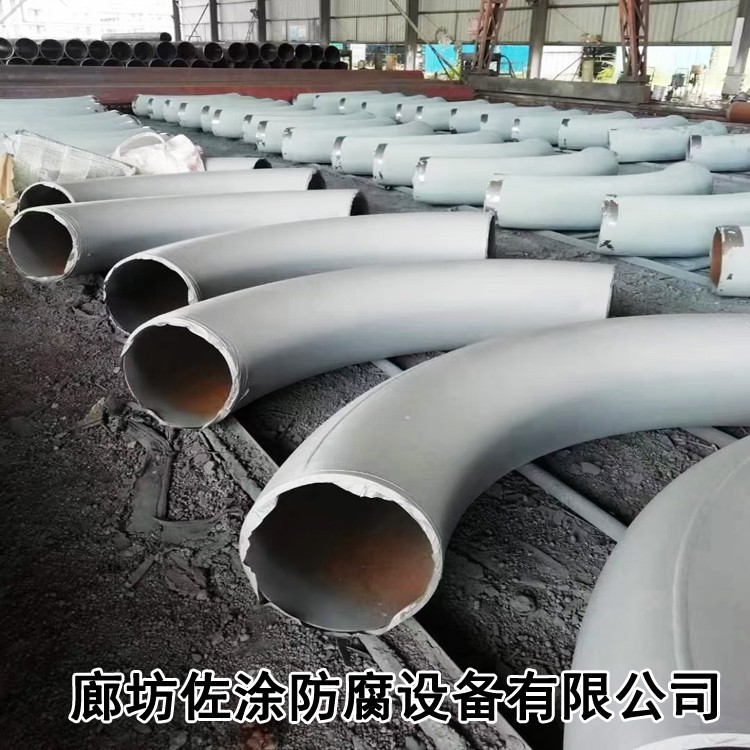
有机硅的特点:耐绝缘,良好的电性能,超耐高温,高硬度,高亮度及耐磨.但是有机硅不粘性不足,不耐碱.而且一般有机硅涂料的水溶性性不是很好
有机硅树脂涂料具有优良的机械性能,附着力强、抗划伤、耐酸碱、抗腐蚀等特点。有机硅树脂涂料可应用于机加工、建筑安装、轻工业制造、化工冶金、 船舶、海洋设备、办公文教等行业。但是有机硅树脂不粘性不足,不耐碱.而且一般有机硅涂料的水溶性性不是很好。
有机硅树脂涂料耐热:耐温范围在200℃至1200℃,每间隔100℃为一个温度区间,使用更多的不同需求。有机硅树脂涂料颜色多样:打破传统的单一色或几个颜色,有机硅树脂耐高温漆可以调制成各种颜色,红、黄、蓝、绿、黑、白、灰、铝色等,涂层装饰性。包括耐盐雾性、抗冲击性、附着力、耐热性等,每项符合标准。有机硅涂料的特性决定了它的用途,因此,在很多领域有着广泛的应用。油漆品种的选择需要根据使用环境、基材类型、颜色要求、温度范围等因素来决定
有机硅树脂的固化通常是通过硅醇缩合形成硅氧链节来实现的。当进行缩合反应时,由于硅醇浓度逐渐减少,增加了空间位阻,流动性变差,致使反应速率下降。因此,要使有机硅树脂完全固化,进行加热处理,并加入催化剂来加快反应的进行。有机硅树脂中甲基官能团与苯基官能团的比例对其性能也有很大影响。一般来说,苯基含量越低,缩合速率越快,生成的漆膜越软;苯基含量越高,生成的漆膜越硬。另外,引入苯基,可改善有机硅树脂对颜料的润湿性,也可改善有机硅树脂与其它树脂的配伍性,以及有机硅树脂对各种基材的黏结力。
有机硅涂料施工的前处理
有机硅涂料一般施工在金属构件上,要对金属构件进行前处理,前处理工序如下:
(1) 先清除金属构件在加工过程中所产生的焊渣、毛刺、油污等杂质。
(2) 进行脱脂处理,以提高工件表面的洁净度和减少砂丸的油污染。
(3) 进行喷砂除锈。喷砂所用的压缩空气无油无水,压缩空气泵应配有油水分离器,使用时应过滤压缩空气,并每天定时对油水分离器、空压机放水,以压缩空气干燥清洁,喷射的磨料应干燥、洁净。一般情况下,金属表面除锈等级应按照《涂装前钢材表面锈蚀等级和除锈等级》中相关规定来执行。
(4) 喷砂后,金属构件表面的氧化层、铁锈及污物应完全去除,并用干燥的压缩空气或干净的毛刷,除去工件表面的灰尘以及残余杂质等。
(5) 为了达到较好的涂装效果,喷砂抛丸后需用大量清洁溶剂清洗工件,所用的相关工具、器具也洁净无油污。
(6) 处理后的工件不能用手触摸,允许工件存放的长时间不超过2 h,如果放置过久,工件表面会生锈而影响漆膜质量。
(7) 如果选用酸洗磷化处理工艺,在工件使用环境温度超过350℃时,应该取消磷化工序,因为超过350℃磷化膜会被破坏。
(8) 后,应尽快涂装,涂装间隔时间越短越好。在涂装前,如发现污染或返锈,应重新处理达到除锈等级标准。