瓷层厚度:玻璃设备的瓷层厚度0.8-2.0mm,搪玻璃设备附件的瓷层厚度0.6-1.8mm。
耐压电:搪玻璃具有良好的绝缘性,当搪玻璃在规定厚度内用20KV高频电火花检查瓷层时,高频电火花不能击穿瓷层。
耐冲击性:玻璃层的内应力越小,弹性越好,硬度越大,抗弯抗压强度越高,则耐冲击就越好。玻璃层在规定厚度内,用直径30mm,重量112g钢球冲击时,其冲击功为282×10J(优等品指标为260×10J)。
搪瓷反应釜经900℃高温焙烧,冷却后搪瓷与钢板粘结在一起。由于搪瓷的线膨胀系数和延伸率小于钢板,因此冷却后搪玻璃的变形量小于钢板的变形量,搪瓷受到钢板的约束产生压应力。搪瓷釜制成后,其搪玻璃即存在预压缩应力,而钢板则存在预拉伸应力。由于预应力与线膨胀系数和延伸率相关,线膨胀系数和延伸率与温度又密切相关,因此搪瓷釜的工作温度对搪瓷釜的使用影响很大。如果因温度变化大而使搪瓷产生的应力超过其使用应力,搪瓷将被破坏。
应力爆瓷主要是由于瓷层和金属坯体的热膨胀系数存在的差异而引起的。在大多数情况下,金属坯体的热膨胀系数大于瓷层的热膨胀系数,这就意味着在常温下瓷层总是存在着残余的应力。残余应力受热膨胀系数差、温度、釉层厚度、基材厚度等因素的影响。搪玻璃设备热残余应力进行了理论计算。瓷层的压应力足够大时,瓷层将会出现剥落。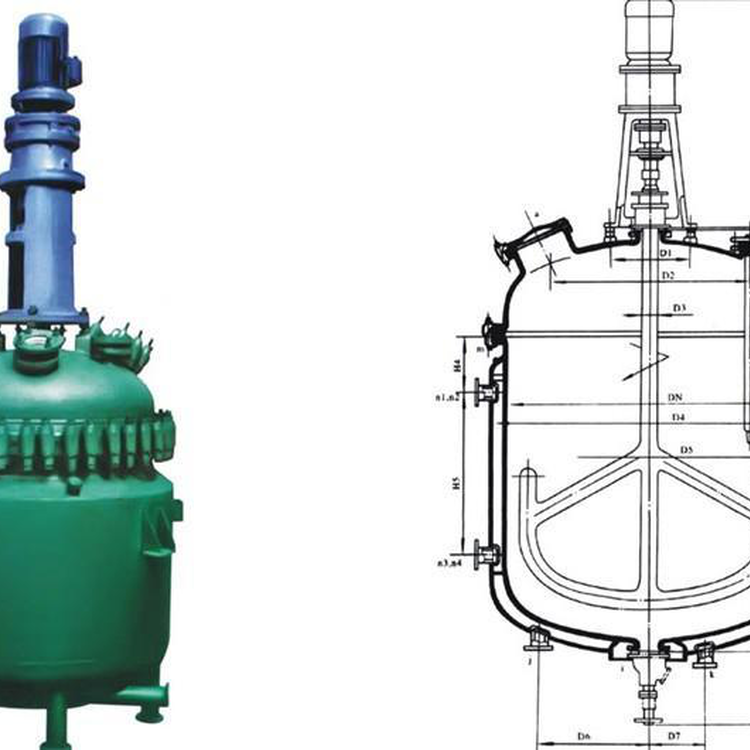
所以在设计瓷釉时,应使瓷釉的热膨胀系数尽量接近基体的热膨胀系数,同时提高基体与瓷层间的密着力,搪瓷的密着性与瓷釉润湿金属的能力直接有关。瓷釉熔体及釉浆对金属的润湿性愈强,愈有利于喷涂和烧成时界面的相互吸引,加速化学反应形成化学键,增强密着。另外瓷层通常是不均匀的,普遍含有夹杂物,这是涂搪过程的特征,由于釉浆由熔块磨加物和搪加物等混合而成,而且终烧成受时间的限制,这就阻碍玻璃体的完全均化。一般地说,这些外加粒子和气泡是产生应力的原因,也是瓷层裂纹的,即使搪瓷的强度降低,又会导致各种缺陷。
在釜体加工过程中,由于卷筒、冲压、焊接产生大量的内应力,这些应力在搪瓷前应消除,如消除不会导致搪瓷爆瓷。这种损坏往往发生在投入使用后的头三个月。所以对胚体进行热处理或时效处理能防止一定的应力爆瓷。搪瓷(搪玻璃反应釜)表面硬而脆,机械强度很低,表面硬度比较大,受到冲击力的作用即行破碎。设备在运输、安装的过程中,常常导致搪瓷表面出现脱瓷现象,造成罐体腐蚀而无法使用
比如用钛修补的两种方法电弧气热喷涂法,用两根相互绝缘的钛金属丝,分别接电源的两端。电源电压为25-28V,电流为360-350A。两根钛金属丝放置成锐角。接通电源,钛金属丝间产生电弧,这时钛发生熔融,借助于含5%-8%氧气的压缩空气,把熔化的钛吹向待修补部位。喷涂的距离为150-250mm。由于压缩空气中含有氧气,结果在被修补面上形成了Ti 及TiO2 的固态混合物。形成后的修补面用四糠基硅烷在 200-280℃下热处理0.3h 便完成了修补。修补后的表面有较好的抗热腐蚀性。这种修补方法把熔融的金属喷到待修补处,由于熔化的金属温度在1800 ℃左右,容易引起修补处基体过热,进而引发修补处周围搪瓷的爆瓷,所以操作时要小心,修补面积不宜大。