惠山区二手车床回收中心
-
面议
及时发货
交易保障
卖家承担邮费
数控机床、机床呈现问题,就应当组织保护修补人员对机床进行机床设备大修,这是有必要应当及时进行的作业。在对呈现问题的根底进行修补保护时,就会呈现两种情况:一是修补成功、即与原出厂机床相差无几;二是修补失利,即无法修正或者是修正达不到出厂的规范。在面对这两种情况时,作为修补操作人员应当怎么进行作业。
首要关于在修补作业中可以康复到原有精度规范的设备,可以完结机床修正作业的,应当竭尽全力,确保到达原有精度规范。
金属零件的机械加工是在由机床、刀具、夹具和工件构成的工艺体系内乱完成的,金属加工误差是指零件加工后的现实几何参数与幻想几何参数之间误差的水平,零件加工后现实几何参数与幻想几何参数之间的相符水平即为加工精度。在加工法式编制中,办法、技能应用适合,对包管和进步数控机床的加工精度有主要的意义。下面简略介绍下数控机床削减误差的办法有哪些:
清除机床间隙的影响
当数控机床长期使用或由于其本身传动系统结构上的原因,有可能存在反向死区误差。这时可在数控编程和加工时采用一些办法,以清除反向逝世区误差进步加工精度。尤其是当被加工的零件尺寸精度接近数控机床的反复定位精度时更为主要。
导轨的分类
回收机床制作厂都在尽大的尽力,确保导轨安装的准确性。导轨被加工前,导轨和工作部件都已经由时效处置,以清除内乱应力。为了包管导轨的精度和延伸应用寿命,刮研是一种常用的工艺办法。
1、直线导轨
新的导轨体系使机床可获得快速进给速度,在主轴转速雷同的情形下,快速进给是直线导轨的特色。直线导轨与平面导轨一样,有两个根本元件;一个作为导向的为固定元件,另一个是移动元件。为了包管机床的精度,床身或立柱少量的刮研是必弗成少的,一般情形下,安装比拟简略。
直线导轨的移动元件和固定元件之间不消中央介质,而用滚动钢球。因为滚动钢球顺应于高速活动、摩擦系数小、敏锐度高,知足活动部件的工作请求,如机床的刀架,拖板等。
工作时光过长,钢球开端磨损,感化在钢球上的预加负载开端削弱,导致机床工作部件活动精度的下降。假如要坚持初始精度,必需改换导轨支架,甚至改换导轨。钛浩机械是以反转展转丝杠、机床主轴、轴加工、高精刀柄、刀杆、弹性夹头、非标件加工、机床接杆为公司的主打产物!假如导轨体系已有预加负载感化。体系精度已损失,一的办法是改换滚动元件。
传统导轨的成长,起首表示在滑动元件和导轨情势上,滑动导轨的特色是导轨和滑动件之间应用了介质,情势的分歧在于选择分歧的介质。
液压被普遍用于很多导轨体系。静压导轨是个中的一种,液压油在压力感化下,进入滑动元件的沟槽,在导轨和滑动元件之间形成油膜,把导轨和移动元件离隔,如许大大削减移动元件的摩擦力。静压导轨对大负荷是有用的,对偏幸负荷有赔偿感化。钛浩机械是以反转展转丝杠、机床主轴、轴加工、高精刀柄、刀杆、弹性夹头、非标件加工、机床接杆为公司的主打产物!例如:一个大型的砂型箱在加工时,正好走到机床行程的末尾,负载导轨可以或许增大油压,使导轨准确地坚持着程度负载的状况。有的卧式镗铣床应用这种技巧赔偿深孔加工时主轴转速的降低。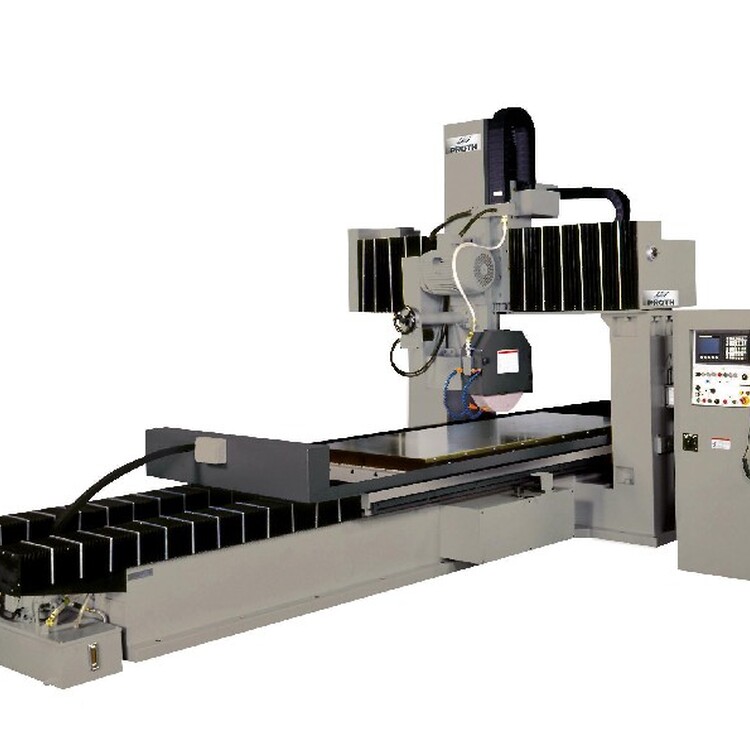
机床上常用的另一种导轨情势是燕尾槽导轨,一般用于机床活动部件的定位。例如:车削中间的尾架,导轨体系可以使尾架在上面移动或者移到请求的地位去支承被加工零件,然后敏捷夹紧。机床许多附件,如定位工作台、反转展转工作台或扭转轴等,也采取燕尾槽导轨作为定位元件。然后夹紧在请求的地位上。假如机床来去行程较长,则采取V型导软,如平面磨床和刨床等。长处是V型导轨体系导向性好,能蒙受重力切削。有的采取V型导轨和平面导轨相联合的情势,V型导轨作为导向,平面导轨作为支承体。