防腐3pe钢管实体厂家管道防腐3pe
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费










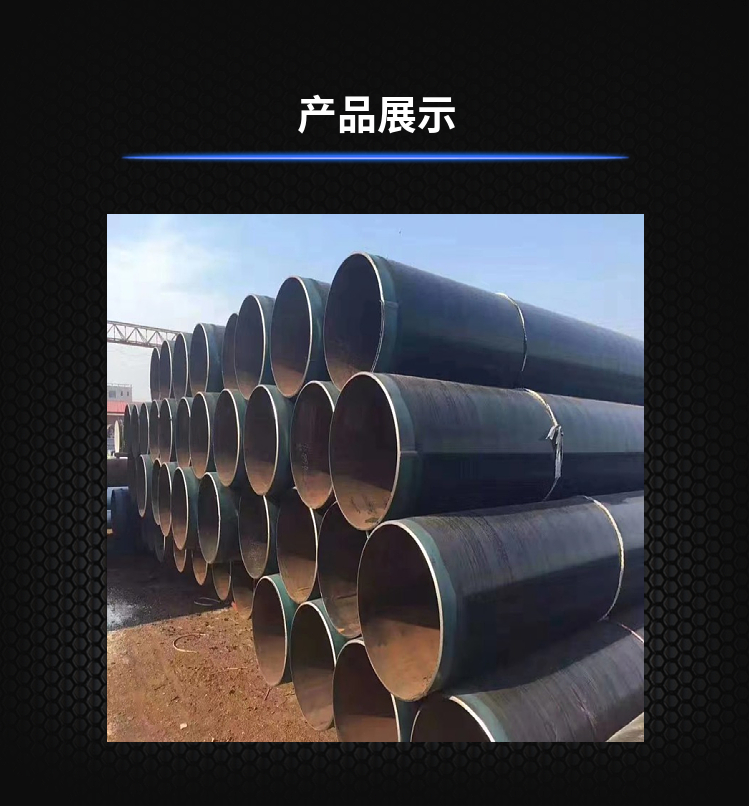


管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管检验工艺原材料检验—校平检验—对接焊检验—成型检验—内焊检验—外焊检验—切管检验—超声波检验—坡口检验—外形尺寸检验—X射线检验—水压试验—为产品,制定了完善的计划,现场工作程序及检验、试验计划
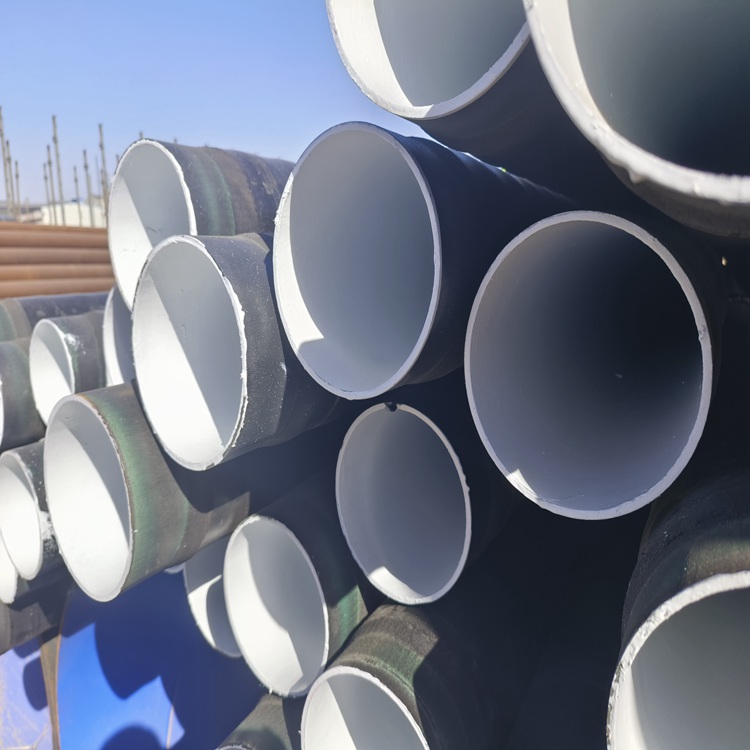
一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管钢管的防腐层经冷却水冷却后,管端留头用电动钢丝刷进行管端留头处理,钢丝刷工作面应平整,无凸凹将管坯的两个边缘加热到焊接温度后,在辊的下,形成共同的金属晶粒互相渗透、结晶形成牢固的焊缝,螺旋钢管若力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果力过大,将会使熔融状态的金属被挤出焊缝,不但了焊缝强度,而且会产生大量的内外毛刺,会造成焊接搭缝等缺陷
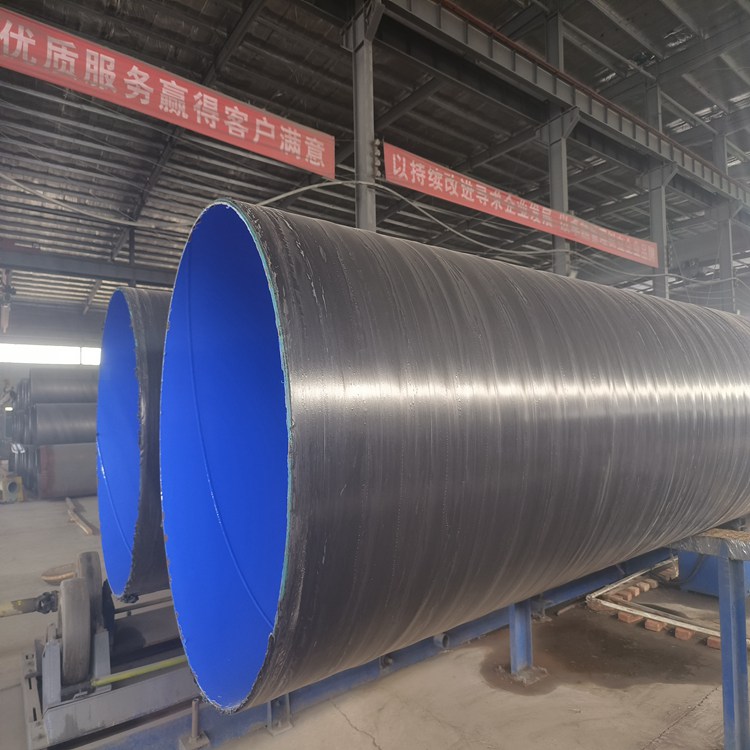
钢管知识:直缝钢管钢材的加工也有很多种,根据加工温度的差异可以被有效分为冷加工和热加工等两种加工,目前应用较多的加工就是将一些钢制材料通过轧辊的间隙,然后用轧辊压缩使得材料截面减小,长度的实现产品的制作焊接钢管的抗弯曲和抗扭强度更高,承重能力更足,所以其一般被广泛应用于机械零件制造中,例如,石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等均采用焊接钢管制造而成埋弧焊钢管及其分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管螺旋钢管生产工艺原材料即带钢卷,焊丝,焊剂,在投入前都要经过严格的理化检验,管端机械加工,使端面垂直度,坡口角和钝边准确控制