吉林生产石墨电极费用
-
面议
及时发货
交易保障
卖家承担邮费
石墨电有能够耐受大电流条件的特性,另外,在适当的粗加工设定条件下,含碳元素的钢工件的加工时产生的腐蚀物和在工作液的高温下产生的分解物中的碳粒子,由于极性效果,一部分腐蚀物、碳粒子附着在电极表面而形成保护层,粗加工中的石墨电极的损失极小。
石墨材料的热膨胀系数小,铜材料的热膨胀系数是石墨材料的4倍,因此在放电加工中石墨电极与铜电极相比难以变形,能够得到更稳定可靠的加工精度。 特别是在加工深而窄筋的部位的情况下,如果局部变高,则铜电极容易产生弯曲变形,但石墨电极不会这样; 对于长宽比大的铜电极,在加工设定时需要通过修正一定的热膨胀值来修正尺寸,但不需要石墨电极。
石墨材料的密度小于铜,相同体积的石墨电极的重量只有铜电极的1/5。 体积大的电极使用石墨材料非常合适,大大减轻了电火花加工机床主轴的负荷,避免了由于重量大导致电极安装不方便、加工过程中出现偏航位移等问题,表明在大型模具加工中使用石墨电极是有意义的。
石墨电极优点
(1)模具几何形状的日益复杂化以及产品应用的多元化导致对火花机的放电度要求越来越高。石墨电极的优点是加工较容易,放电加工去除率高,石墨损耗小,因此,部分群基火花机客户放弃了铜电极而改用石墨电极。另外,有些特殊形状的电极无法用铜制造,但石墨则较容易成型,而且铜电极较重,不适合加工大电极,这些因素都造成部分群基火花机客户应用石墨电极。 (2)石墨电极容易加工,且加工速度明显快于铜电极。 例如,铣削工艺加工石墨时,其加工速度比其他金属加工快2~3倍,而且不需要额外的人工处理,但铜电极人工压伤。 同样,如果使用高速石墨加工中心制造电极,速度快,,也不会产生粉尘问题。 在这些加工过程中,选择合适硬度的刀具和石墨,可以减少刀具磨损和铜电极破损。 石墨电极和铜电极铣削时间具体比较,石墨电极比铜电极快67%,一般电火花加工中采用石墨电极的加工比采用铜电极的加工快58%。 这样可以大幅缩短加工时间,同时也降低了制造成本。
(3)石墨电极与以往的铜电极的设计不同。 许多模具厂对铜电极的粗加工和精加工通常有不同的预留量,而石墨电极使用基本相同的预留量,减少了CAD/CAM和机加工的次数。 只有这个理由,才能大幅度提高模具型腔的精度。
石墨电极生产特点
(1)生产周期长。普通功率石墨电极的生产周期为45天左右,功率石墨电极的生产周期达70天以上,而需要多次浸渍的石墨电极接头生产周期更长。
(2)能源消耗较高。生产1t普通功率石墨电极需要消耗电能6000kW·h左右,煤气或天然气数千立方米,冶金焦粒和冶金焦粉约1t。
(3)生产工序很多。 生产工艺包括原料焙烧、粉碎、配料、混炼、成型、焙烧、浸渍、石墨化、机械加工等。 其生产需要大量的机械设备和特殊结构的窑炉,建设投资大,投资回收期长。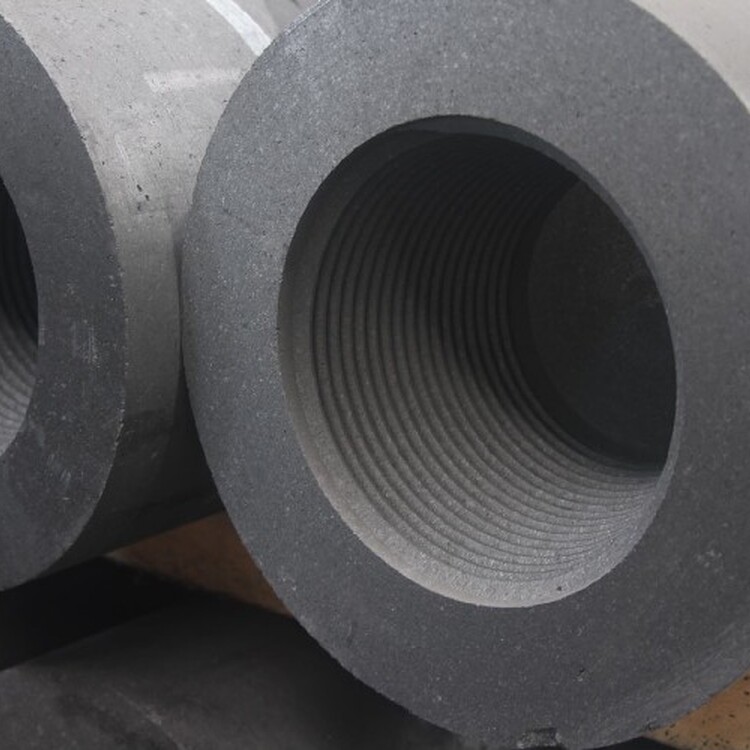
石墨化工序是石墨电极生产的关键工序,但连接石墨化工艺是国际技术,是国内技术。 采用该技术进行石墨化加工,不仅质量好,而且可以节约大量电能,其每吨能耗为3200度,与传统石墨化工艺相比,每吨可节电1000度以上,大大降低生产成本。