河北邯郸SPR铆钉枪,标志牌SPR铆钉枪
-
¥12000.00
及时发货
交易保障
卖家承担邮费
由于多材料车身是未来的发展趋势,因此铆接技术将成为为未来汽车车身的重要连接技术。目前在全铝和钢铝混合车身中主要应用的的铆接技术有:自穿刺铆接(SPR)、流钻螺钉(FDS)、无铆钉铆接((Clinch)和实心铆接等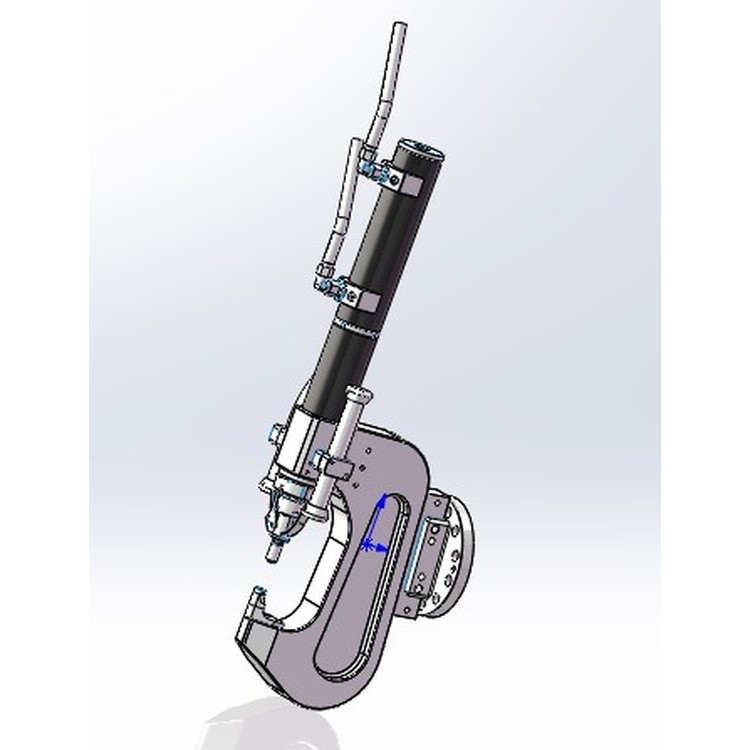
通常情况下,推荐板材抗拉强度UTS<600MPa,高强度的热成型钢,高强钢和特高强度钢(UTS>600MPa)理论上也可以使用,但会使用特殊类型铆钉,铆接难度较大。
SPR铆接工艺和传统点焊工艺相似,需要一定的铆接空间以及足够的法兰宽度。一般而言,SPR连接设计时,由于铆接设备C形钳结构决定不宜铆接封闭腔体,因此设计时要避免封闭腔体结构。由于C形钳在铆接点处不受干涉,故需避免垂直的法兰边,确保铆接钳能接触到铆接点
同种铝合金零件之间的SPR连接,零件表面无需作特殊防腐处理,仅需要对钢制铆钉进行表面处理。
处于干区的铝合金零件之间的SPR连接,铆钉表面要镀锌处理,要满足96h中性盐雾试验;
处于湿区的铝合金零件之间的SPR连接,铆钉表面要锌镍合金涂覆处理,要满足480h/720h中性盐雾试验要求。
某新能源汽车上SPR钢-铝连接的应用,前减振器支座是铸铝件,上纵梁是钢制钣金,在钢铝匹配区域涂刷胶水,通过胶水隔绝铝板与钢板,从而避免电化学腐蚀,提高防腐能力;若此连接区域是湿区,为避免铆钉与上层钣金间隙处滞留水渍,长时间侵润会加速钣金腐蚀,需要在铆接头上部区域喷涂PVC保护,确保此处的防腐性能。
SPR的优点
异种材料可实现连接、有镀层的及很难用焊接方法连接的材料可以进行铆接;
用自冲铆接方法对铝及高强度钢材进行铆接,铆接牢靠性要比点焊好;
铆接质量稳定,达到牢固一致的铆接效果,铆接过程清洁,无烟雾;
比焊接消耗能量少得多,铆接过程比较容易进行自动化;
,由于它无需钻孔,无需人工装配铆钉,机器仅需要2秒即可自动完成装钉→压入→铆接的全过程;
工艺质量可过程自检测。