新款螺旋钻杆生产厂家
-
¥160.00
及时发货
交易保障
卖家承担邮费
我厂生产煤矿井下探水探瓦斯钻杆产品,包括:地质钻杆、地质螺旋钻杆、三棱钻杆、肋骨钻杆、
本体刻槽钻杆、螺旋钻杆、煤钻杆、探水钻杆、防突钻杆、可选配钻头为金刚石无心钻头、
金刚石锚杆钻头、组合钻头、煤钻头、供水供风器、变径接头等等产品,配套煤科院钻机产品。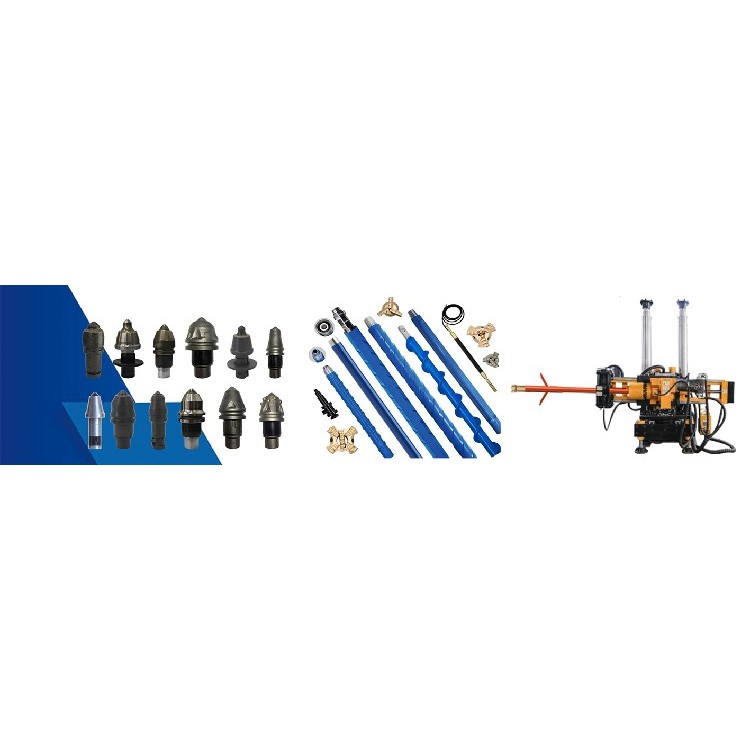
螺旋钻杆与钻头配套使用时,通常情况下钻头应大于钻杆直径,在钻进过程中应时刻注意钻机和钻杆的状况。如出现卡钻、抱死等现象,应立即停钻或回钻后缓慢钻进钻杆不弯曲变形
螺旋钻杆使用后弯曲度超过标准要求或螺纹损害等造成无法正常作业的应及时做报废处理或回厂返修。
根据标准要求,应螺旋钻杆的钻进深度符合地质钻探相关要求防止钻杆因钻进深度达到钻杆使用极限,发生脱落现象的发生。
在酸碱地区工作时,需注意对钻杆的腐蚀作用。在完成钻进时,应及时用清水清理杆体表面去除腐蚀层。
螺旋钻杆需在干燥处存放,底部应多点支撑,长期储存时应对钻杆定期维护保养。
螺旋钻杆不得做重尾堆放的支撑平台,不得将钻杆随意放置在碎石、煤堆下或散乱堆放。
螺旋钻杆保养除锈/尘清理后应扣上防护帽或装箱封存钻杆常用常新。
配套螺旋钻杆的钻头一般都是硬质合金钻头类型,根据钻探需要也有选配金刚石钻头的。螺旋钻杆主要采用冷装、热装、摩擦焊接等工艺,其中冷装工艺是指杆体两端内孔预先加工好内四方孔,然后一端将方钢穿入预先加工好的内四方孔进行钻焊点孔和销子孔进行固定,适用于所有螺旋钻杆,热装工艺是指杆体一端预先加工好内四方孔,另一端为将杆体加热后,方钢安装在夹具上将方钢直接压装在杆体内部,然后钻销孔压销子电焊,适用于F18、F24、F32。摩擦焊工艺可以适用于所有螺旋钻杆,当前,随着工艺的逐步提升,在螺旋钻杆中,摩擦焊工艺将逐步替代现有的冷装、热装工艺。
螺旋钻杆在通风或通水时,钻进时应确定钻杆为紧密连接。钻杆有密封件时,如O型密封圈等要注意密封件的使用情况,在出现破损、腐蚀等现象时,要及时更换密封件。钻进完成后,对密封件做保养清理工作。
螺旋钻杆钻进时应手动正确连接,紧密配合,不可用钻机直接上钻,防止对钻杆造成损害